
スレッドワーリング加工のヒント

スレッドワーリング加工のセットアップ
以下のステップで良好なセットアップを達成する:



- 使用するワーリングユニットを確認する
- ワーリングユニットに合ったワーリングリングを選定する
- 加工するねじ山の形状を確認する。標準チップが使用できるか?使用できない時は、ねじ山の形状の詳細図面と径が必要になります
- 切削ポイント対旋回軸のオフセットを確認する
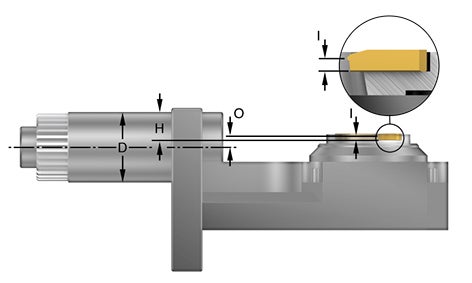
a) 機械からワーリングユニットを取り出す
b) ドライブシャフトの径 (D) を確認する
c) ワーリングユニットをドライブユニットに取り付ける
d) ワーリングユニット本体をフラットなテーブルに置いて、ドライブシャフトの外径でクロックをゼロにする
e) ドライブシャフトの外径とワーリングユニットのチップシートの間の高低差を測定する
f) チップの図面 (H) からチップ (I) 用の切削ポイントを割り出す。
g) オフセット (O) を計算する:O = D/2 - H + I - スペシャリストに相談して、セットアップのアドバイスと切削条件推奨値を決める。なるべくスレッドワーリング加工計算アプリを使用する
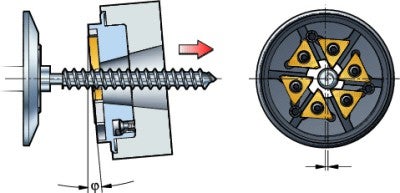
- ワーリングユニットをスクリューの希望するねじれ角に傾けて、工具が加工部品の中心に保持されていることを確認する
- リングオフセンターをプログラムして。正しいスクリュー径を決める。
- 最適な工具寿命を実現するために、回転リングと部品を同じ方向に回します(下向きフライス削り)。
- 加工するねじの径とリードによって決定された低速でワークを回します。
- 部品の回転を伴うねじ回転リングの座標動作で、最適な面粗と生産性を実現します。
注意! 多くのスレッドワーリングユニットは、減速ギアボックスを備えています。このような場合、プログラムした回転数が実際の出力とはならない点に注意が必要です。 - テスト部品を加工して、加工部品の寸法を測定します。必要に応じて調製します。トラブルシューティングセクションを参照してください。
トラブルシューティング
この原因・ソリューションリストを使用して、良好なスレッドワーリング加工を行ないます。正しいプログラミングのためにスレッドワーリング加工計算アプリの使用を推奨します。 1. ねじ山寸法が不良... chevron_right
ヘリカル加工
刃先交換式ドリルでのヘリカル加工とは? 回転工具は、ツールパスを円弧で動かすのと同時に軸方向へ送ることによって穴を生成することができます。この方法を使って、既存の穴を加工することができます。刃先交換式ドリルでのヘリカル加工では、工具(工具径は基本的に穴径の半分)は推奨ランピング角で使用します。 注 :... chevron_right
面取りフライス加工
加工物のエッジに沿った面取り、V溝、逃げ溝、溶接の前加工、バリ取りが、よく行われる面取り加工です。機械やセットアップの種類に応じて、さまざまな方法でこのような加工を行うことができます。小さな正面フライスカッターやロングエッジカッター、エンドミル、面取りカッターを使用することができます。 工具の選び方 面取りカッター 面取り工具は以下のような項目を考慮して選択します: 加工が表面取りか、裏面取りか 面取り角度 面取りの最大深さ 被削材 表面取りでは、機械で使用することができるツールアセンブリも主な考慮事項の一つです。裏面取りでは、穴サイズがカッターサイズの限度にもなり、このように工具の選択に影響を与えます。一般的に内径加工時の小さな面取りには、アクセス性ゆえに超硬ソリッド工具が必要ですが、大きな面取りの場合は、刃先交換式フライスカッターを使用することができます。 面取り用補足カッター 主軸や加工物に傾斜のある、4軸および5軸の機械では、面取りやバリ取用に以下の工具を使用することができます: 90エンドミル 45正面フライスカッター 大きな面取りにはロングエッジカッターを使用することができます 加工方法 切削条件 通常、切込み深さ... chevron_right
ランピング/ヘリカル加工:2軸ランピング及びヘリカル
良好なランピング/ヘリカル加工とは ランピング加工 は、閉鎖溝/ポケット/キャビティの加工時に一般的に使用されている、ワークへの効果的なアプローチ方法で、ドリルを必要としません。 ランピング加工の定義は、軸方向... chevron_right
