
スレッドミリング加工とは
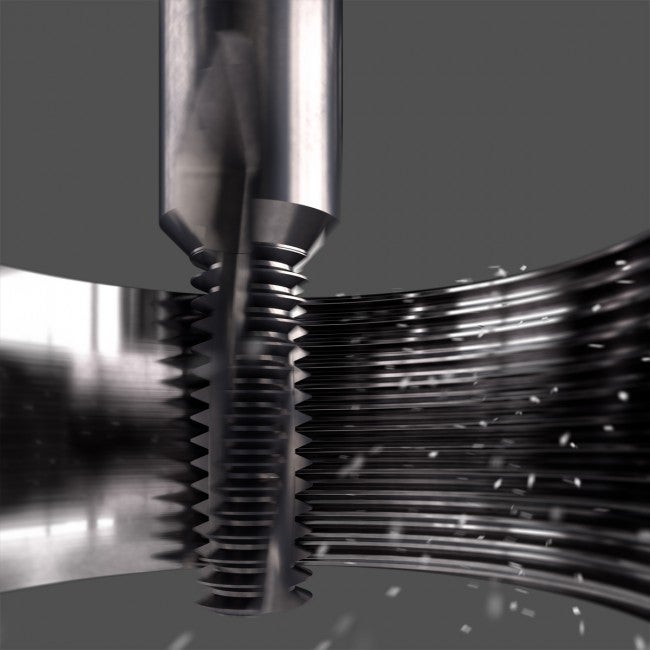
スレッドミリングでは工具の円形ランピング加工運動によりねじ山を作ります。回転する工具の径方向の切込みによりねじのピッチができます。
スレッドミリング加工はねじ切り旋削のように広く用いられてはいませんが、特定の用途においては高い生産性を達成します。
以下の場合はスレッドミリングが推奨されます。
- 非対称/固定ワークの加工
- 切りくず処理、排出が問題となっている加被削材
- じん性のある被削材の加工で、切削抵抗が高いとき
- 肩の加工または止まり穴の底に近い部分の加工
- 薄肉ワークの加工
- ワークの設定が不安定なとき
- 工具在庫の最少化が必要なとき
- 高価なワークで、タップが折損するリスクを避けたいとき(スレッドミリングでは、工具が欠損した場合でもワークから簡単に取り外すことが可能)。
- x、y、z軸での同時動作が可能な工作機械が必要となります。

スレッドミリング加工の詳細は、当社のアプリケーションガイドをごらんください。
スレッドミリング加工のヒント
スレッドミリング加工で最良の加工結果を得るには、常に以下の点を考慮してください。 切削径の選択 切削径が短い方がより高いねじ加工品質が得られます。カッターの切込みにより、ねじ山形状の谷底部にごくわずかな形状誤差が生じることがあります。内径スレッドミリング加工では、ねじ切り径、加工径とピッチの関係が径方向切込みの実際の深さ( a e eff)に影響し、この深さが選択された径方向切込みよりもはるかに大きくなります。実切削幅がより大きくなると( a e )、ねじ山の谷底部の誤差が大きくなることがあります。ねじ山形状の誤差を最小にするために、カッター径(加工径)はねじ切り径の70%以下にしなくてはなりません。 例... chevron_right
ねじ切り加工
このセクションでは、ねじ切り旋削加工、スレッドミリング加工あるいはタップ加工に対する切削速度、送り速度あるいはその他のパラメータを計算するためのねじ切り加工の公式と定義を説明しています。国際的な基準による種々のねじ形状の表記についても確認できます。 ねじ切り旋削加工の公式と定義 切込み 総切込み量を小さな切込みに分割することにより、チップの切刃のノーズR部分に過負荷がかからないようにします。 例: パスごとの切込み(ラジアルインフィード)の0.23–0.10... chevron_right
ねじ切り加工
いろいろなワーク、ねじ山の形状およびピッチに対応したさまざまなねじ切り加工方法と工具があります。それぞれのねじ切り方法および工具にはその利点を発揮する特定の状況があります生産性の高い、高品質のねじ切りを首尾良く行なう手助けのために、当社は以下の推奨事項と加工ヒントをご提供致します。 ねじ切りを始める際に考慮すべき事項 ここに挙げた最初に考慮すべき事項は、ねじ切り加工方法、ねじ切り工具の選択とそれらの使用方法に影響を与えます。 ねじ 加工するねじに関する以下の寸法と品質要求を考慮します: 内径ねじか、外径ねじか? ねじ山の形状(例、メートル、UN) ねじピッチ 右ねじか、左ねじか? ねじの条数 公差(形状、位置) 加工物 仕様の確認に続いて加工物をチェックします: 加工物を確実に固定できるか? 切りくずの排出または切りくず処理で大きな問題がないか? 被削材の切りくずを切断する特性は良好か? 加工ワークのロット。ねじの量産には生産性を最大にするために、多刃チップまたは最適なテーラーメイド工具を使用することになります。 シングルポイントまたはマルチポイント ねじ形状 ねじの形状は、部品径(大径、ピッチ、小径)、ねじ山の角度、ピッチ、コーナR、ねじれ角を規定します。 定義 をご参照ください。 最も一般的なねじ形状とその特徴を下表に示します: 用途 ねじ形状 ねじの種類 型番 一般ねじ ISOメートル 米国UN MM UN パイプねじ ウィットワース、 英国規格... chevron_right
スレッドワーリング加工
スレッドワーリング加工はスレッドミリング加工に似ていますが、違いは、チップがフライス工具の外ではなく、切削リングの内側に取り付けられていることです。スレッドワ... chevron_right
