
スレッドミリングカッターの選定方法
シングルまたはマルチロースレッドミリングコンセプトはさまざまな用途にぴったりです。
シングルロー
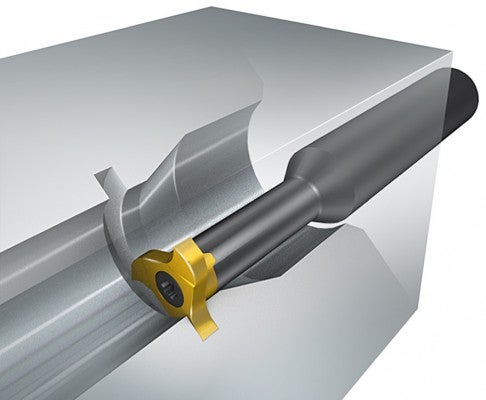
- 内径中~大きいねじ山用
- 対称部品の大きい、外径ねじ山用
- 長い工具突出し量でのねじ切り加工、あるいは薄肉
ワークのように、安定性が乏しい場合にも適しています。 - 異なるピッチに対して同じチップを使用する必要があるとき
- 低動力が必要なとき
- 小ロットサイズおよび混合生産用
マルチロー
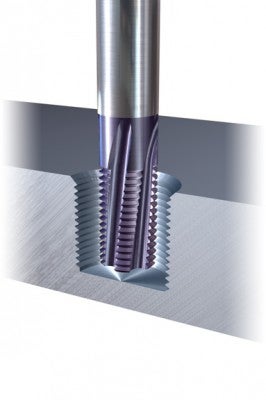
- 1つの工具でねじ切りと面取りを行なうとき
- 1回の360°パスでねじ切りを完了するとき
- 複数のねじサイズ用に同じ工具を使用するとき
(ピッチの長さが同じ場合)
チップタイプ
ねじ切り製品用のチップタイプは主に2種類あります。チップごとに異なる技術的、経済的な利点があり、加工方法を選択する際の主な考慮事項となります。
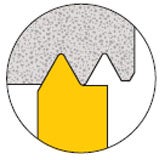
フルプロファイル

V-形状
仕上げ刃付きチップ – 高品質のねじ山を形成するための第一推奨
もっとも一般的なチップタイプで、ねじ山を正確に加工できます
- 正確なねじの深さ、谷底、頂を実現します
- 仕上げの切込みは0.03–0.07 mm (0.001–0.003 inch)
- バリ取りが不要
- 仕上げ刃なし(V-形状)チップにくらべてノーズRが大きいため、少ないパス回数で加工できる
- ピッチおよび形状ごとに異なるチップが必要
- 高生産性のねじ切り加工
ねじ山の仕上げ径タップ加工用に、仕上げ代をワークに残しておかなくてはなりません。
仕上げ刃なし(V-形状)チップ – 工具在庫が最少のねじ切り工具
これらのチップでは、仕上げ刃がないためねじの頂は加工しません。このため、スクリューの外径・ナットの内径は、ねじ切りの前加工で仕上げておく必要があります。
- ねじ山の角度(60°または55°)が同じであれば、1つのチップで異なるピッチのねじを加工することができます。
- チップの在庫数が少なくて済みます。
- ノーズRが最小ピッチを実現できるように設計されているため、工具寿命が短くなります
推奨ツールホルダ
工具寿命を延ばすために、振れ精度が良好なバイトホルダを使用する。
ハイドロチャック | コレットチャック | ウェルドンアダプタ | 焼きばめ | ||
 |  |  |  | ||
 | チップ交換式ねじ切りフライス工具 |  |  | ||
 | 超硬ソリッドねじ切りフライス工具 | | | |
第一推奨 | |
第二推奨 |
ねじ切り旋削チップとシムの選定方法
お客様の用途に一番ぴったりのねじ切り旋削チップを選定する際は、チップタイプ、フランク面/径方向の逃げおよびチップブレーカを考慮する必要があります。これらすべてが切りくず処理、チップの摩耗、工具寿命、ねじ加工品質などに影響を及ぼします。 チップタイプの選定方法 ねじ切り加工用には、主に以下の3種類のチップがあります。フルプロファイル(仕上げ刃付き)、仕上げ刃なし(V-形状)、マルチポイントチップそれの対応に長所と弱点があります。 仕上げ刃付きチップ 仕上げ刃付きチップは最も一般的なチップタイプです。これは、ねじ山の頂点を含むねじ山プロファイル全体の切削に使用されます。 長所 正確なねじの深さ、谷底、頂を実現します ねじ山形状バリ取りは不要 仕上げ刃なし(V-形状)チップにくらべてノーズRが大きいため、少ないパス回数で加工できる 高生産性のねじ切り加工を実現 弱点 ピッチおよび形状ごとに異なるチップが必要 注意!ねじの仕上がり径に山の頂を付けるために、被削材径に0.05–0.07... chevron_right
突切り加工
突切り加工のヒント:突切り工具の選び方 加工安定性が非常に重要なため、高精度クーラント対応の工具を選んでください。これにより切りくずを排出し、加工熱とチップ摩耗を低減、加工面品質を向上させることができます。できる限り突出し量が短い工具を使い、最大の安定性を得るためにチップをしっかりクランプしてください。部品やバー材、パイプ材を突切り加工する際は、被削材を節約し切削抵抗を最小限に抑えることが重要です。チップが細いと切削抵抗が下がり被削材を節約できます。突切り加工用に設計されたチップブレーカをお選びください。このチップは溝よりも細い切りくずを出します。突切り加工ではこれが良好な切りくず処理と加工面品質を実現します。 突切り加工の第一推奨 1コーナと2コーナのソリューションがさまざまな突切り加工の第一推奨です。溝よりも細い切りくずを出すよう設計されたチップをご使用ください。 浅突切り加工... chevron_right
面取り加工用フライスヘッド
用途 多種の被削材を同一の工具で面取り 凸型のR形状を加工する場合 2フルートの面取りヘッドによりスポットドリル加工用に好適 利点と特長 広範な被削材に最適なブレーカと材種 面取り角15、30、45、49、60 面取りコーナR:1.57-8.00... chevron_right
コロミル329
コロカット V-レールインターフェースの剛性とコロカット 2コーナ仕様の経済性のおかげで、コロミル 329溝入れカッターには高速・高送り溝加工能力が加わりました。 利点 コロカットチップクランプによるチップのこの上なく確実な取付け 多刃仕様による高生産性 低切削抵抗 特徴 アーバ取付またはキー溝取付用の穴 ポジティブブレーカ 高硬度材(ISO... chevron_right
