
ボーリング加工のトラブルシューティング
ボーリング加工のトラブルシューティングのヒント – 荒ボーリング加工よファインボーリングの両方 – 切りくず処理に関しては、工具のびびりおよび機械動力の限界により、以下が発生します。
荒ボーリング加工のトラブルシューティング
切りくず処理 短すぎる、硬い切りくず  |
|
| |
切りくず処理 長すぎる切りくず  |
|
| |
工具びびり  |
|
| |
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
機械動力 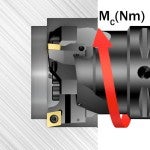 |
|
|
ファインボーリングのトラブルシューティング
切りくず処理 短すぎる、硬い切りくず |
|
| |
切りくず処理 長すぎる切りくず |
|
| |
工具びびり |
|
| |
|
| ||
|
| ||
|
| ||
|
| ||
|
| ||
機械動力 |
|
| |
|
| ||
|
| ||
|
| ||
|
|
不規則な表面の穴あけ加工
刃先交換式ドリル 不規則な表面の穴あけ加工 びびりの傾向を最小化し、たわみの影響を低減するために、できるだけ短いドリルを使用する 切削速度の推奨初回試行... chevron_right
加工面の生成
フライス加工面は、どの種類の工具を使用しているか、およびどのプロセスに沿っているかによって、軸方向、径方向または段差付きで生成することができます。 軸方向に生成された加工面 生成された加工面品質は、チップの底の形状を再現します。コーナR... chevron_right
ヘリカル加工
刃先交換式ドリルでのヘリカル加工とは? 回転工具は、ツールパスを円弧で動かすのと同時に軸方向へ送ることによって穴を生成することができます。この方法を使って、既存の穴を加工することができます。刃先交換式ドリルでのヘリカル加工では、工具(工具径は基本的に穴径の半分)は推奨ランピング角で使用します。 注 :... chevron_right
倣い加工
倣い加工は、複雑な溝の加工に用いられます。そのため溝へのアクセスがよく課題となります。加工面品質と加工面の完全性が重要な要素です。例えば航空宇宙のエンジンの部品は複雑な溝があり、アクセスしにくく卓越した加工面品質が求められます。こういった部品の形状や被削材は(難削材であることが多い)、倣い加工での溝入れが最善の解決策です。 複雑な溝のある難削材の部品は、多くの場合、加工するのが極めて高価です。溝へのアクセスが難しく複雑な形状の被削材となれば、加工安定性を確保することが課題です。複雑な形状の部品を加工する場合、倣い加工での溝入れが効率的にできるチップをお探しください。必要な工具の数を最小限にするため、従来使っていた工具、右勝手と左勝手を工具1つに交換してください。その結果として工具交換は減り、タレットのスペースができます。倣い加工用チップの使用は、多くの場合、短時間で多くの被削材を取り除くための優れた方法です。 溝の倣い加工 べた当たり コーナに向けてプランジ加工や倣い加工を行うために丸チップを使用した場合、べた当たりが生じます。大きなチップのコーナRにより切削圧が上がり、送りを下げる必要が出てきます。しかしながら、送りを下げすぎるとびびりが発生することがあります。びびりの問題を低減するには、生成するコーナRと比べて、チップ径をできる限り小さくする必要があります。複数の異なった溝で同じチップコーナRを使う必要がある場合は、ドウェリング(マイクロストップ)を使用すると、切りくずを短くして、びびりを防ぐことができます。 倣い加工とポケット加工ー耐熱合金... chevron_right
