
成功事例 - メインシャフト
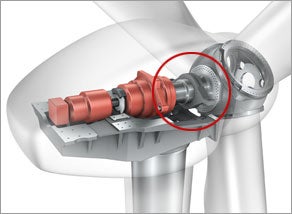
メインシャフトは最高回転数20 rpmで回転をローターハブから一般的なギアボックスに変換します。
メインシャフトはベアリングで支えられています。内部は中空で、油圧配管と電気ケーブルが敷設されます。ローターから発生する大きなトルクは、メインシャフトを通じて変換されます。このため、メインシャフトは、大きくて、重く、極めて頑丈でなければなりません。
メインシャフトに戻る
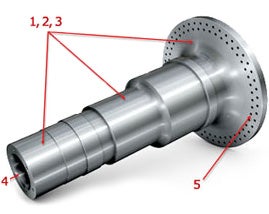
一般的なメインシャフト
- 34CrNiMo6、CMC=02.1/02.2
- 42CrNiMo6、CMC=02.1/02.2
- 鍛造肌
- ブランク材の重量: 22トン
- 加工後の重量: 14トン
- 切りくずの重量: 8トン
- 加工時間: 30~40時間
- フランジ付きの鍛造製
- 一般的な被削材:
- 2MWメインシャフトの例:
- 寸法例: 大径: 1,800 mm、小径: 400 mm長さ: 3,500 mm
- 切削油: ドライ加工
- 問題:鍛造およびクランプにより径が不揃いのため、加工が一時停止すること 長さ: 3,500 mm
| コロマントキャプトC10、重加工 |
| SCMT 380932-R5 |
| GC4235 |
| 最大30 mm |
| 40~90 m/min |
| 1.2~1.8 mm/rev |
旋削加工
重荒加工
T-MAX Pシリーズには生産性の高い旋削加工に貢献するコンセプトが組み込まれています。ブレーカはパーフェクトな切りくず処理を実現できるように入念に設計されています。高送り・ドライ加工でも、お客様の用途に適した最新の材種を使用することで、優れた切りくず排出を可能にします。
精度と剛性を向上させて、生産性の最適化を実現するには、コロマントキャプトツールホールディングシステムを使用してください。旋削加工、フライス加工、穴あけ加工、ボーリング加工には、モジュラーシステムが同様に効果的です。
異なる加工や機械に同じ切削工具とアダプタを使用することができるため、ツーリングシステムを1つに統一して、工具数を大幅に削減することができます。
| ホルダ | コロマントキャプト |
| チップ | DNMX 150616-WMX |
| 材種 | GC4215 |
| 切込み(ap) | 2-3 mm |
| 切削速度(Vc) | 160-220 m/min |
| 送り(fn) | 0.5-0.8 mm/rev |
旋削加工
仕上げ
コロマントキャプトホルダは、仕上げ加工の第一推奨でもあります。材種GC4215と組み合わせて、最適な生産性と加工面品質を実現してください。
サンドビック・コロマントの-WMXワイパーチップの独創的な設計により、表面品質を維持したまま、送り速度を倍増することができます。
穴あけ加工
小径の穴あけ
従来のドリルをスーパーUドリルに変えるだけで、同じ時間で2倍の数の穴あけを行うことができます。
ステップテクノロジーにより切削抵抗が非常に小さく、生産性および穴品質が大幅に向上します。これと、高性能材種との組み合わせにより、非常に優れた高速穴あけが可能になります。
| 穴径 | 工具径(Dc): 39 mm 長さ(L): 140 mm |
| ドリル | 880-D3900C5-04 |
| 中心刃 | 880-07 04 06H-C-GR |
| 材種 | GC1044 |
| 外周刃 | 880-07 04 W12H-P-GR |
| 材種 | GC4024 |
| 切削速度(Vc) | 200-250 m/min |
| 送り(fn) | 0.15-0.20 mm/rev |
| クーラント | あり |
