
コスト効率に優れた高品質の石油・ガス産業向けAPIシールリング溝加工用ソリューション

シールリング溝は多くの石油・ガス加工部品での重要な機能で、厳しい公差と高品質な加工面が要求されます。部品価値が高く、加工が複雑なため、加工安定性が極めて重要です。この課題に加えて、インコネル718とクラッド (異種金属接合) インコネル625の難削材の使用が一般的です。
石油・ガス産業での加工用のツーリングソリューション – APIシールリング溝の加工
加工の課題
従来のシールリング溝加工方法の多くは安全性に乏しく、生産に時間がかかることが問題となっています。従来使用しているプランジ工具および特殊旋削工具では、荒加工と仕上げ加工に複数の工具が必要で、高い切削抵抗を伴うため工具寿命が制限されます。安定性を重視すると、これらの工程は時間とコストがかかるものとなり、溝径に対しても柔軟性に欠けます。
SpiroGrooving™
SpiroGrooving™は、シーリングリング溝のシンプルかつ高度な加工プロセスで、新しい革新的なソリューションです。SpiroGrooving™はコロボアXLシステムとともに用いられる加工方法で、スパイログラフツールパスを利用して非常に安定した生産性の高い方法で厳しい公差のシールリング溝を加工します。
ツールパスはテーパ形状のサーキュラランピング加工で構成され、工具切込みは回転ごとのランピング加工のピッチに応じて設定されます NCコードジェネレータが、溝径、加工ピッチ、選択した最大切りくず厚さなど2、3個の入力パラメータに基づいて、SpiroGrooving™のツールパスを計算します。工具のプリセットは、いくつかの簡単な手順で行えます。
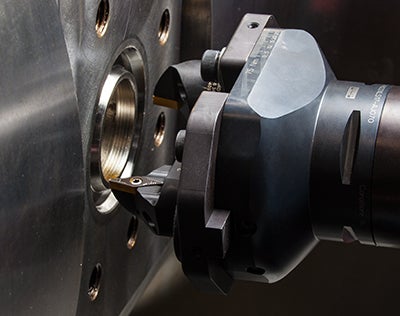
このソリューションは異種材接合前の鋼やステンレス鋼加工でシールリング溝を作るための理想的な加工方法です。コロボアXLの内部給油方式が最新被削材の加工を容易にします。荒加工と仕上げ加工を同時に行うため、加工時間が大幅に削減され生産性がアップします。
主な利点
SpiroGrooving™は、シールリング溝加工での重要な目的すべてを満たす、効率性と信頼性が最も高い方法です。
- 高い切削条件により、切削時間を大幅に短縮
- 極めて高い加工安定性
- 広範な加工用途に対応する高い柔軟性により、工具在庫を最小化
- NCコードジェネレータでスピーディで簡単なプログラミングが可能
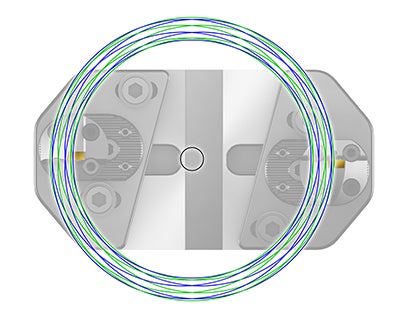
スパイログラフ
SpiroGrooving™は、工具の円弧運動 (テーパ形状) により実現されます。これにより切りくず厚みが減り、軽い切削動作と高い送りが可能になります。チップの刃先部分は断続切削動作を行い、長い切りくずが工具とスピンドルに絡まるのを防止します。
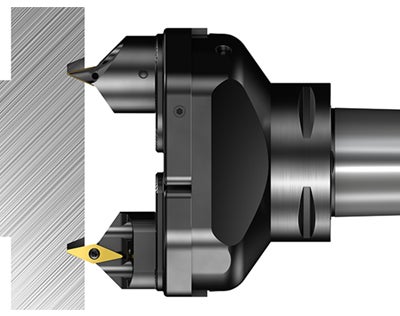
ツーリング部品
ツーリングは最新で実証済みの標準コンセプトに基づいて構成されモジュラー性により広範な溝加工に柔軟に対応します。従来の加工方法では、溝タイプやサイズに応じてそれぞれ新しい工具セットが必要でしたが、SpiroGrooving™工具は1本で広範な径サイズをカバーするため、柔軟な生産と工具在庫の最小化が実現できます。
SpiroGrooving™用工具は、定評のあるコロボアXLボーリングシステムに基づき、2枚のV型チップを備えたシンプルでスマートな2枚刃工具です。Coromant Capto®モジュラーツーリングコンセプトと組み合わせることで、シールリング溝加工専用のソリューションとなります。


コロボアXLによるSpiroGrooving™
| 部品の仕様 | 鋼製バルブ本体のBX-154の溝 径:101 mm (3.99") 溝幅:15.4 mm (0.606") 深さ:7.5 mm (0.297") | |||||
| vc | n | 荒加工 vf | 仕上げ加工 vf | ap | 合計時間: | |
| 他社品によるシールリング溝入れ加工のソリューション | 187 m/min (614 ft/min) | 500 rpm | 100 mm/min (4 in/min) | 50 mm/min (2 in/min) | 1 mm/サイクル (0.04") | 2分 |
| vc | n | 荒加工 vf | 仕上げ加工 vf | ピッチ | 合計時間: | |
| コロボアXLを用いたSpiroGrooving™ | 300 m/min (984 ft/min) | 922 rpm | 392 mm/min (15 in/min) | 50 mm/min (2 in/min) | 2 mm/rev | 50秒 |
従来の複数刃による特殊旋削工具で荒加工と仕上げ加工を行っていたときの総加工時間は2分でした。溝径の柔軟性がなく、工具のプリセットも比較的時間のかかる作業でした。
SpiroGrooving™に変えたところ、加工時間は50秒に短縮されました。この工具はその他のいくつかの溝加工にも使用可能で、プリセットも簡単に行えます。新しい加工方法では、半分以下の時間で部品を加工することができました。
58%
短時間での
加工
時間
参考動画 - APIシールリング溝の加工
仕上げボーリング
ファインボーリング加工は、穴公差が厳しく、正確な位置決めと高品質の面仕上げが求められる仕上げを目的として行われるものです。加工は、通常0.5 mm (0.020”)... keyboard_arrow_right
倣いフライス加工
倣いフライス加工は一般的なフライス加工です。 丸チップカッターとR付きコンセプトは、荒加工と中荒加工用のフライスカッターです。一方、ボールエンドミルカッターは、仕上げと超仕上げ用のフライスカッターです。 倣いフライス加工プロセス 倣いフライス加工とは、二次元および三次元での凸状および凹状形状の多軸フライス加工全般のことです。ワークが大きければ大きいほど、加工する形状が複雑であればあるほど、倣いフライス加工のプロセス計画がますます重要になります。 加工プロセスは少なくとも3つの分けることができます。 荒加工/中荒加工 中仕上げ加工 仕上げ加工 しばしば高速加工技術を使用して行なわれる超仕上げが、必要になることがあります。残りの取代のフライス加工は、レストミリングとも呼ばれ、中仕上げと仕上げ加工に含まれます。最良の精度と生産性を達成するには、... keyboard_arrow_right
主翼
このタイプの構造部品の加工の主な問題は、穴あけ、エッジ加工、表面加工です。 航空機の主翼加工用ツーリングソリューション ボールエンドミル加工とシュルツミリング加工 同じ切削条件で径... keyboard_arrow_right
加工事例
加工事例 産業分野: 航空宇宙産業 ワーク: 航空宇宙産業部品 被削材: Ti S4.3.Z.AN (TC11、HRC28-32) 加工内容: 荒正面フライス加工および肩削りフライス加工... keyboard_arrow_right

