
Programmazione della fresatura
Avanzamento centrale o periferico
Una macchina può essere concepita per avanzamento centrale, vf, (senza compensazione del raggio) o avanzamento periferico, vfm (con compensazione del raggio).
Se la macchina richiede un avanzamento centrale e, invece, è programmato l'avanzamento periferico (sulle macchine senza compensazione del raggio), il valore fz diventa troppo alto, con conseguente rischio di rottura dell'inserto.
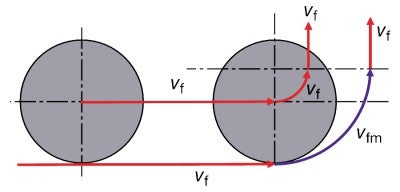
Avanzamento centrale, vf, o periferico, vfm.
Programmazione dell'avanzamento centrale
I codici NC generati programmano il centro della fresa anziché la periferia.
Per il taglio rettilineo (G1), l'avanzamento alla parete del componente, vfm, è uguale all'avanzamento programmato, vf, mentre l'avanzamento periferico attorno a un raggio (G2) sarà superiore all'avanzamento del centro dell'utensile. L'avanzamento tavola, vf, deve quindi essere ridotto per mantenere l'avanzamento per dente, fz.
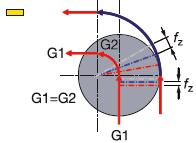
Senza riduzione dell'avanzamento centrale,
fz aumenta nei raccordi.
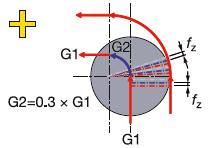
Con riduzione dell'avanzamento centrale.
Riduzione dell'avanzamento centrale
Nella tabella, sono riportati i fattori di riduzione che dipendono da:
- Diametro di taglio rispetto al raggio del componente – DC/radm
- Penetrazione radiale – ae/DC
| kValore del fattore di riduzione per l'avanzamento nei raccordi () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Riduzione dell'avanzamento prima del raccordo
Ridurre l'avanzamento prima di raggiungere il raccordo è particolarmente importante, soprattutto quando si fresa a velocità elevate.
Poiché la fresa avanza ancora in linea retta verso la fine della linea G1, l'arco inpresa inizia ad aumentare. Pertanto, l'avanzamento deve essere ridotto prima di raggiungere il raccordo ossia entro il campo ln di 50% x DC.
Un sistema di controllo della macchina con una funzione di "look ahead" avanzatagestisce automaticamente i cambiamenti della velocità di avanzamento.
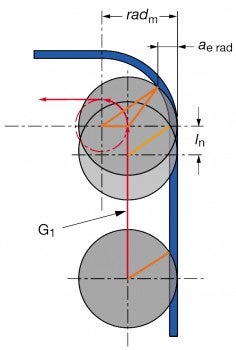
Ridurre l'avanzamento a una distanza di:
ln = 50% DC
Foratura
Cercate l'utensile da taglio per un'applicazione specifica e troverete immediatamente... keyboard_arrow_right
Centri di lavoro
I centri di lavoro rispondono a tutte le esigenze di componenti e operazioni come... keyboard_arrow_right
Fresatura dei raccordi interni
La fresatura dei raccordi interni richiede un'attenta considerazione dell'arco in... keyboard_arrow_right
Fresatura
Cercate l'utensile da taglio per un'applicazione specifica e troverete immediatamente... keyboard_arrow_right
