
Foratura non rotante

Che cos'è la foratura non rotante?
La foratura non rotante prevede la rotazione del pezzo anziché della punta. Quando si usa questo metodo, è estremamente importante verificare che la punta sia allineata all'asse della macchina.
Raccomandazioni relative all'allineamento nella foratura non rotante
Per ottenere prestazioni migliori, minimizzare il runout o TIR (Total Indicator Runout) dell'utensile.
Nota: le punte a inserti multitaglienti formano una piccola carota centrale, visibile sul fondo del foro o del disco. Le dimensioni della carota dovrebbero essere comprese nel campo 0.05-0.15 mm (0.002-0.006 poll.); in caso contrario, sussiste il rischio di frattura del tagliente, vibrazioni, fori sovradimensionati e usura del corpo della punta. Mentre la punta è in rotazione, le dimensioni della carota variano a seconda della posizione.
Punte in metallo duro integrale
Punte a inserti multitaglienti
Punte a cuspide intercambiabile
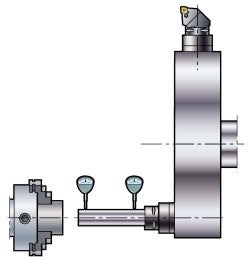
Allineamento della punta non rotante
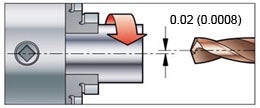
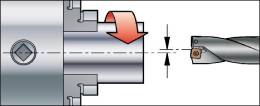
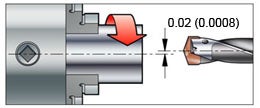
La punta deve essere parallela all'asse del mandrino, altrimenti il foro può risultare sovra/sottodimensionato o assumere una forma a imbuto. Le misure possono essere effettuate con un comparatore associato a una barretta di prova.
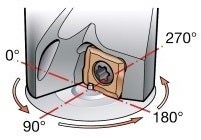
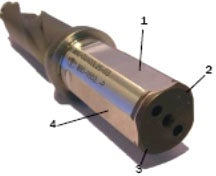
Punta con quattro piani (punte a inserti multitaglienti)
Usare una punta con quattro piani equamente posizionati attorno allo stelo. Eseguire i fori con la punta montata in ognuna delle quattro posizioni piane (0°, 90°, 180°, 270°). La misura dei fori indicherà la posizione dell'inserto periferico rispetto all'asse del pezzo che, a sua volta, indicherà lo stato di allineamento della macchina
Disallineamento dovuto alla flessione della torretta
La flessione della torretta su un tornio CNC può essere un problema, soprattutto quando si usano punte più grandi ed elevati valori di avanzamento, fn, che possono generare forze elevate.
Per testare la stabilità, eseguire un foro a bassa velocità di avanzamento e un foro a velocità di avanzamento elevata; quindi, misurare le dimensioni dei fori. Se le dimensioni dei fori sono molto differenti, significa che la torretta tende a flettersi.
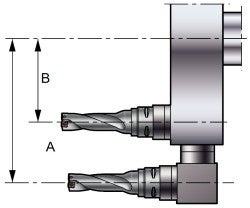
Per minimizzare la flessione della torretta
Prima di tutto, controllare se è possibile minimizzare l'effetto montando l'utensile in un altro modo. Montare sempre l'utensile il più vicino possibile al centro della torretta. La posizione B è preferibile alla posizione A.
Se ciò non è possibile, la forza di avanzamento può essere ridotta abbassando il valore di avanzamento/giro (fn). Per salvaguardare la produttività, è possibile aumentare la velocità vc che non influisce sulla forza di avanzamento.
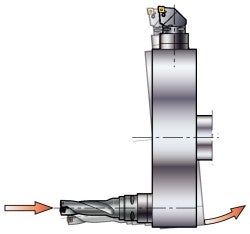
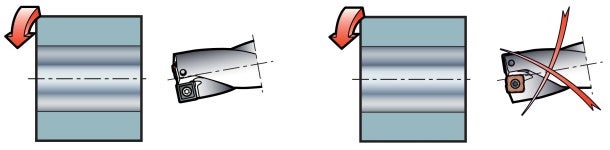
Per le punte multitaglienti, se risulta impossibile evitare la flessione o il disallineamento della torretta, la punta dovrebbe essere montata con l'inserto periferico posizionato come nell'illustrazione a sinistra, in modo da evitare l'usura del corpo della punta.
Foratura con regolazione radiale
La foratura con regolazione radiale è possibile solo con punte a inserti multitaglienti. La... chevron_right
Foratura ad enucleare
Che cos'è la foratura ad enucleare? La foratura ad enucleare viene utilizzata per... chevron_right
Lavorazione di piani inclinati circolare
Che cos'è la lavorazione di piani inclinati circolare con punte a inserti multitaglienti? Un... chevron_right
Barenatura con punte multitaglienti
Le punte a inserti multitaglienti possono essere usate, nelle operazioni di barenatura,... chevron_right
