
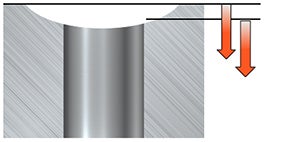
Szabálytalan felületi fúrás
A szabálytalan felületek fúrása túlzott, egyenetlen erőket eredményezhet a fúró forgácsolóélein, ami idő előtti kopáshoz vezet. Fontos, hogy kövesse az irányelveket, és szükség esetén csökkentse az előtolást.
Tudjon meg többet az egyes fúrótípusok kihívásairól és stratégiáiról.


Váltólapkás fúrók
Szabálytalan felületi fúrás
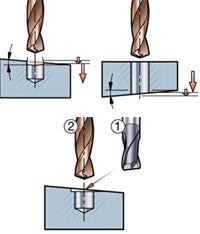
Szabálytalan
Domború
Homorú
- Használja a lehető legrövidebb fúrót a rezgési hajlam minimalizálásához és az elhajlás hatásainak csökkentéséhez
- Ajánlott kezdőértékek a forgácsolási sebességhez és a legalacsonyabb ajánlott előtoláshoz
- 6–7×DC esetén nem ajánlott, ha a konkáv sugár azonos vagy kisebb, mint a fúrósugár
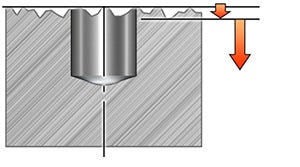
Előfúrt furatok
- Ahhoz, hogy a forgácsolóerő megfelelő szinten egyensúlyban maradjon a központi és a kerületi lapka között, az előfúrt furat ne legyen nagyobb, mint a DC/4

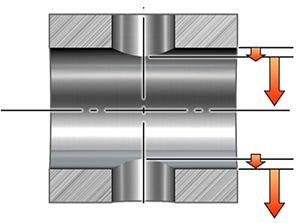
Keresztfurat fúrása
Kihívások:
- A forgácseltávolítás érintett, problémásabbá válhat
- Az átkelőben a sorjaképződés kemény, a sorjaképződésnek a lehető legkisebbnek kell lennie
- Több szerszámkopást okoz, mint a hagyományos fúrás
Iránymutatások:
- Különböző átmérőjű furatok esetén: először fúrja meg a nagyobb furatot a sorjaképződés csökkentése érdekében
- Kezdje a legalacsonyabb ajánlott előtolással a furatok keresztezésekor
- Hosszú forgácsú anyagokban nem ajánlott a forgácseltávolítás és a furatok keresztezése miatt
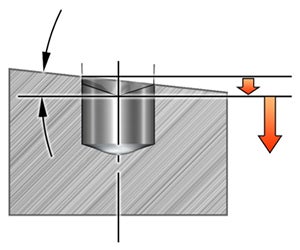
Ferde bejáratok/kilépések fúrása
Egyenetlen és túlzott erőket fejt ki a forgácsolóélekre ható erőkkel
- Megszakított forgácsolás a fúró belépésével/kilépésével a munkadarabba
- Növeli a rezgés esélyét
- Eltorzíthatja a fúrási profilt
- Több szerszámkopást okoz, mint a hagyományos fúrás
Általános javaslatok:
- A stabilitás alapvető fontosságú. A kis hossz/átmérő arány segít megőrizni a tűréseket
- Kis sík felület marása ajánlott nagy dőlésű munkadarabokbe való belépéskor
Ferde vagy ferde felületek, belépés
- Használja a lehető legrövidebb fúrót a rezgési hajlam minimalizálásához és az elhajlás hatásainak csökkentéséhez
- Kezdje a legalacsonyabb ajánlott forgácsolási sebességgel és a legalacsonyabb ajánlott előtolás 1/3-ával (vagy alacsonyabbal) egészen a teljes fogásvételig, majd térjen vissza a normál előtoláshoz
- 4–5×DC a ferde belépés 15º-ig ferde
- 6–7×DC a ferde belépés 10º-ig ferde
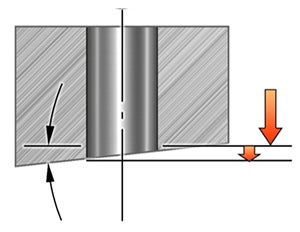
Ferde vagy ferde felületek, kilépés
- Használja a lehető legrövidebb fúrót a rezgési hajlam minimalizálásához és az elhajlás hatásainak csökkentéséhez
- Ajánlott kezdőértékek a forgácsolási sebességhez és a legalacsonyabb ajánlott előtoláshoz (vagy alacsonyabb)
- 4–5×DC a ferde kilépés 15º-ig ferde
- 6–7×DC a ferde kilépés 5º-ig ferde
Aszimmetrikusan ívelt felületek fúrása
- Használjon a lehető legrövidebb fúrót a fúró középről kifelé történő elhajlásának minimalizálásához, hasonlóan egy ferde felülethez
- Csökkentse az előtolást a kezdeti penetrációs sebesség 1/3-ára konkáv felületek esetén
- Az ívelt felület sugarának nagyobbnak kell lennie, mint a fúrósugár
- 6-7×DC fúrókhoz nem ajánlott
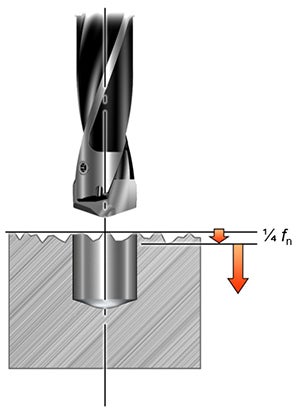
Kinyúló hegyű fúrók
Szabálytalan felületek
- Csökkentse az előtolási sebességet a normál sebesség 1/4-ére a csorbulás elkerülése érdekében
- Ha nem stabilak a körülmények, készítsen vezetőfuratot (lehetőleg rövid CoroDrill® 870-zel) vagy pontmarót lapos felület létrehozásához
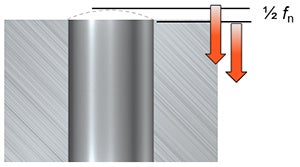
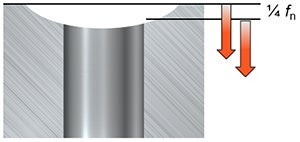
Konvex/konkáv felületek
Domború
Homorú
- A furatnak merőlegesnek kell lennie a felületre
- Min. ajánlott felületi sugár
- Konvex: 4×DC
- Konkáv: 1×DC
- Biztosítsa a stabil körülményeket és használja a lehető legrövidebb fúrót
- Csökkentse az előtolást a belépéskor
- Konvex: a normál sebesség 1/2-e
- Konkáv: a normál sebesség 1/4-e
- A furat minőségét és a szerszám éltartamát befolyásolhatja a kedvező feltételekhez képest
- Készítsen vezetőfuratot vagy pontmarót lapos felület létrehozásához, ha a sugár kisebb az ajánlottnál
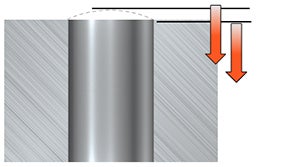
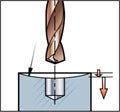
Előfúrt furatok
- Nem ajánlott a forgácsolóél csorbulásának kockázata miatt
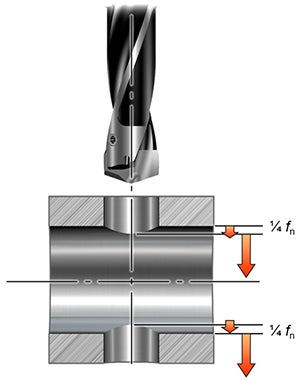
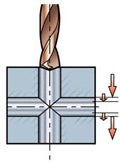
Keresztfurat fúrása
Kihívások:
- A forgácseltávolítás érintett, problémásabbá válhat
- Az átkelőben a sorjaképződés kemény, a sorjaképződésnek a lehető legkisebbnek kell lennie
- Több szerszámkopást okoz, mint a hagyományos fúrás
Iránymutatások:
- Mindig először fúrja meg a nagyobb furatot a belső sorjaképződés minimalizálása érdekében
- Min. ajánlott átmérő az átmenő furaton 2×DC (annak biztosítására, hogy a csúcs közepe először bejuthasson a munkadarabba)
- Biztosítsa a stabil körülményeket és használja a lehető legrövidebb fúrót
- Csökkentse az előtolást a furatok bejárata és kilépése során az 1/4-ére
- Visszahúzási előtolás csökkentése
- A furat minőségét és a szerszám éltartamát befolyásolhatja a kedvező feltételekhez képest
Ferde bejáratok/kilépések fúrása
Egyenetlen és túlzott erőket fejt ki a forgácsolóélekre ható erőkkel
- Megszakított forgácsolás a fúró belépésével/kilépésével a munkadarabba
- Növeli a rezgés esélyét
- Eltorzíthatja a fúrási profilt
- Több szerszámkopást okoz, mint a hagyományos fúrás
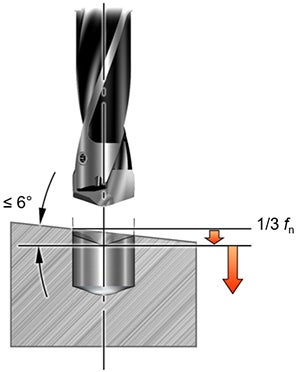
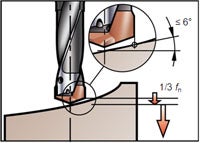
Ferde vagy ferde felületek, belépés
- A maximális ajánlott szög a középponttól a sarokig 6 fok, hogy a csúcs először bejuthasson a munkadarabba
- Biztosítsa a stabil körülményeket és használja a lehető legrövidebb fúrót
- Csökkentse az előtolást a normál sebesség 1/3-ára a belépés közben
- Készítsen vezetőfuratot (lehetőleg rövid CoroDrill® 870-zel) vagy pontmarót, hogy sík felület jöjjön létre, ha nagyobb szög vagy hosszabb hossz
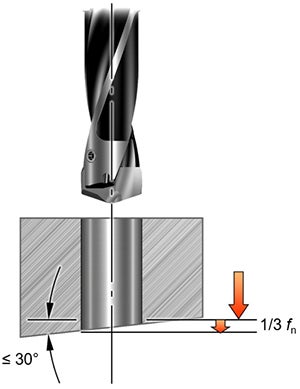
Ferde vagy ferde felületek, kilépés
- A maximális ajánlott szög 30 fok
- Biztosítsa a stabil körülményeket és használja a lehető legrövidebb fúrót
- Csökkentse az előtolást a normál sebesség 1/3-ára a furatból kilépéskor
- Visszahúzási előtolás csökkentése
- A furat minőségét és a szerszám éltartamát befolyásolhatja a kedvező feltételekhez képest
Aszimmetrikusan ívelt felületek fúrása
A fúró elhajlását eredményezi a furat középvonalától
- Kezdetben csak a forgácsolóél kerülete érintkezik
- Hasonló, de nem azonos a ferde felületekkel
- A maximális ajánlott szög a középponttól a sarokig 6 fok
- Stabil feltételek
- Használja a lehető legrövidebb fúrót
- Csökkentse az előtolást normál sebességre a belépés közben
- A furatminőség és a szerszáméltartam csökkenthető a kedvező feltételek mellett történő fúráshoz képest
- Készítsen vezetőfuratot vagy pontmarót lapos felület létrehozásához, ha nagyobb szög vagy hosszabb hossz van
Tömör keményfém fúrók
Szabálytalan felületek
- Károsíthatja a fúrót a felületre való behatolás és/vagy a furatból való kilépés során
- Ügyeljen a kis átmérőjű fúrókra, az elhajlás hibás beállításhoz, furat kóborláshoz és akár szerszámtöréshez vezethet
- Csökkentse az előtolást az ajánlott sebesség 25%-ára a teljes átmérő fogásba kerüléséig a csorbulás kockázatának csökkentése érdekében

Konvex felületek
- Lehetséges fúrni, ha a sugár a fúróátmérő 4-szerese >, és a furat merőleges a sugárra
- Előtolás: az ajánlott sebesség 50–100%-a a teljes átmérő fogásban maradásáig
- Másik megoldásként fúrás előtt marjon egy kis lapátot a felületre

Konkáv felületek
- Lehetséges fúrni, ha a sugár > a fúróátmérő 15-szöröse, és a furat merőleges a sugárra
- Csökkentse az előtolást az ajánlott sebesség 30%-ára a teljes átmérő fogásba kerüléséig
- Másik megoldásként fúrás előtt marjon egy kis lapátot a felületre
Előfúrt furatok
- Nem ajánlott a forgácsolóél csorbulásának kockázata miatt
Keresztfurat fúrása
Kihívások:
- A forgácseltávolítás érintett, problémásabbá válhat
- Az átkelőben a sorjaképződés kemény, a sorjaképződésnek a lehető legkisebbnek kell lennie
- Több szerszámkopást okoz, mint a hagyományos fúrás
Általános irányelvek:
- Az előtolás csökkentése általában szükséges, mivel a fúró átmegy a meglévő furaton
- Különböző átmérőjű furatok esetén: először fúrja meg a legnagyobb furatot a sorjaképződés csökkentése érdekében
- 12×D alatti fúrási mélységek esetén csökkentse az előtolást az ajánlott sebesség 25%-ára a meglévő furat keresztezésekor
- Különböző átmérőjű furatok esetén: először fúrja meg a nagyobb furatot a sorjaképződés csökkentése érdekében
Ferde bejáratok/kilépések fúrása
Egyenetlen és túlzott erőket fejt ki a forgácsolóélekre ható erőkkel
- Megszakított forgácsolás a fúró belépésével/kilépésével a munkadarabba
- Növeli a rezgés esélyét
- Eltorzíthatja a fúrási profilt
- Több szerszámkopást okoz, mint a hagyományos fúrás
Általános javaslatok:
- A stabilitás alapvető fontosságú. A kis hossz/átmérő arány segít megőrizni a tűréseket
- Kis sík felület marása ajánlott nagy dőlésű munkadarabokbe való belépéskor
- Akár 10 fokos dőlésszög
- Csökkentse az előtolást az ajánlott sebesség 30%-ára a teljes átmérő fogásba kerüléséig
- 10 foknál nagyobb dőlésszögek
- Fúráshoz nem ajánlott
- Alternatíva nagy dőlésszögekhez - kis lapos felület marása, majd furatfúrása
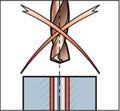
Aszimmetrikusan ívelt felületek fúrása
- Nem használható - csak a forgácsolóél egy része forgácsol, és a hegy nem érintkezhet először a felülettel
- Nagy a csorbulás kockázata
A feladatához megfelelő szerszámot keresi?
Itt megtalálhatja forgácsoló szerszámait chevron_right
Tanácsra van szüksége?
Kérdezzen tőlünk egy kérdést chevron_right
Többet szeretne megtudni a fémforgácsolás technológiájáról?
Regisztráljon ingyenes e-learning programunkra, amely során mindent megtanulhat a forgácsolás technológia alapjairól chevron_right
Hibaelhárítás
Ok Megoldás Forgácskezelés Hosszú, folyamatos forgács, amely rácsavarodik a szerszámra... chevron_right
Hibakeresés
A lapka/forgácsolóél gondos vizsgálata a megmunkálás után segít optimalizálni az... chevron_right
Hibakeresés
A lapka/forgácsolóél gondos vizsgálata a megmunkálás után segít optimalizálni az... chevron_right
Fúrás sugárirányban beállított fúróval
A fúrás sugárirányban beállított fúróval csak váltólapkás fúróval lehetséges. A... chevron_right
