
Svarvning
Produktöversikt
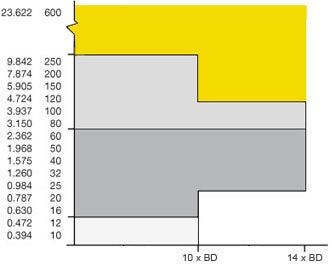
Valet av svarvbom har stor betydelse för produktionsekonomin. Sandvik Coromant har ett mycket omfattande verktygsprogram som innehåller alternativ från en diameter på 10 till 250 millimeter (0,40 till 9,84 tum) som standardverktyg med leverans inom ett dygn. Utöver detta sortiment går det även att beställa specialverktyg med en diameter på upp till 600 millimeter (23,6 tum).
Svarvbommar finns för överhäng 3–14 x BD, medan du för Coromant Capto hittar storlekar från 16 till 100 millimeter i diameter (0,63 till 3,94 tum).
Produktivt vid korta överhäng
I allmänhet kan du använda en stål- eller hårdmetallsvarvbom för överhäng upp till 4 x BD, men även i detta intervall innebär en Silent Tools-bom stora produktivitetsfördelar. Överhäng upp till 10 x BD hanteras ofta genom att använda en ståldämpad svarvbom för att åstadkomma en tillfredställande process, medan överhäng på 10 x BD eller mer kräver en hårdmetallförstärkt vibrationsdämpad svarvbom för att hantera vibrationer och radiell utböjning.
| Svarvbomsdiameter, DMM | ||||
| tum | ||||
 |   | |||
| Max. överhäng | ||||
Ståldämpade svarvbommar | Hårdmetallförstärkta vibrationsdämpade svarvbommar |
 | Specialprodukter | |
 | CoroTurn® SL – QC | |
 | CoroTurn® SL | |
 | Integrerade |
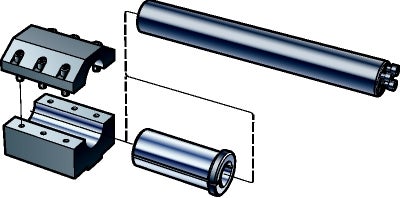
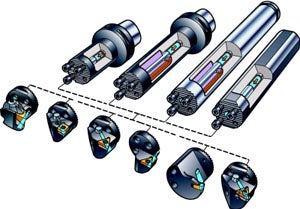
Om du använder en kombination av skärhuvuden och Silent Tools vibrationsdämpade svarvbommar kan du enkelt byta endast huvudet om en skada har uppstått på skärläget.
Vi har ett heltäckande sortiment på cirka 500 olika skärhuvuden för allmän svarvning, avstickning och spårsvarvning och gängning, inklusive Quick Change QS i diameter 32 och 80 mm (1,26 och 3,15 tum). Det finns också ett speciellt program med CoroTurn HP-skärhuvuden.

En kombination av skärhuvuden och Silent Tools vibrationsdämpade svarvbommar ger stor flexibilitet, med skärhuvuden för olika applikationer.
Cylindriska svarvbommar finns med flera olika kopplingar, till exempel Coromant Capto och Quick Change.

Quick Change QS
 |  |
 | |
 |
Bomtyper
Invändig svarvning är mycket känslig för vibrationer. Minimera verktygsöverhänget och välj största möjliga verktygsstorlek för bästa möjliga stabilitet och noggrannhet. För invändig svarvning med ståldämpade svarvbommar är första val bommar av typen 570-3C.
För spårsvarvning och grovgängning där de radiella krafterna är högre än vid svarvning rekommenderas bomtyp 570-4C.
I tabellen nedan listas det maximala rekommenderade överhänget för olika svarvbomstyper.
Den statiska styvheten hos en hårdmetallförstärkt bom är cirka 2,5 gånger bättre än stålbom med samma överhäng.
Det finns olika typer av dämpningssystem för olika överhängslängder:
| Bomtyp | Svarvning | Spårsvarvning | Gängning | |
| Svarvbommar av stål | 4 x BD | 3 x BD | 3 x BD | |
| Hårdmetallsvarvbommar | 6 x BD | 5 x BD | 5 x BD | |
Ståldämpade svarvbommar |  | 10 x BD | 5 x BD | 5 x BD* |
Hårdmetallförstärkta vibrationsdämpade svarvbommar | | 14 x BD | 7 x BD | 7 x BD |
______________________________________________________________
* 570–4C svarvbommar
Välj svarvbomsmaterial som passar förhållandet mellan längd och diameter. En hårdmetallbom har en högre statisk styvhet än en stålbom, vilket medger ett längre överhäng.
Som du kan se på bilden kan du välja mellan följande svarvbomsmaterial för att få rätt förhållande mellan längd och diameter.
Gängning och spårfräsning ger upphov till med radiella skärkrafter än svarvning, vilket begränsar det rekommenderade maximala överhänget. En dämpningsmekanism ökar den dynamiska styvheten och möjliggör ännu längre överhäng.
| 1 = solid stålbom | |
| 2 = hårdmetallbommar | |
3 = ståldämpad, kort version 4–7 x BD | |
4 = ståldämpad, lång version 7–10 x BD | |
5 = hårdmetallförstärkt vibrationsdämpad svarvbom 10–12 x BD och 12–14 x BD |
Huvudsakliga överväganden
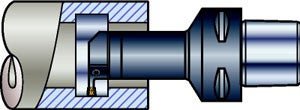
Stabil fastspänning och rätt centrumhöjd är två viktiga faktorer för att din komponent ska få rätt måttoleras och ytjämnhet. Spänn fast den cylindriska svarvbommen i en delad hylshållare för att få maximal kontaktyta. Den stabilaste fastspänningen och den exaktaste centrumhöjdspositioneringen får du med EasyFix-hylsor. Centrumhöjden påverkar både spånvinkel och skärkraft hos verktyget.
Rekommenderad fastspänningstolerans är ISO H7 och vi rekommenderar också att du använder bussningsmaterial med en hårdhet på minst 45 HRc för att undvika deformation. Använd aldrig skruvar som har direkt kontakt med bomskaftet eftersom de kan skada bommen.
Vid bearbetning med långa överhäng är korrekt fastspänning A och O.
Svarvbommar – allmänt
- Det krävs en ytjämnhet på ~1 μm för att säkerställa tillräcklig fastspänningskontakt
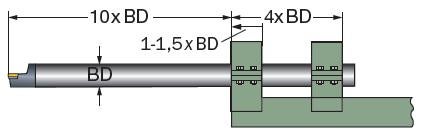
- Rekommenderad fastspänningslängd är 4 × BD. Om möjligt rekommenderar vi att du använder en fastspänningslängd på 6 × BD för svarvbommar över 200 mm (7,87 tum)
- Cylindriska svarvbommar i delade cylindriska hylsor. Rekommenderad fastspänningstolerans är ISO H7
- Delat bussningsmaterial med en hårdhet på minst 45 HRc för att undvika deformation
- Om du spänner en stor bom, använd dubbla lageröverfall
- Använd en delad svarvbomshållare för att få bästa möjliga fastspänningsstabilitet
Utgå från komponentens utformning och mått när du väljer diameter och längd på svarvbommen. För bästa fastspänningsstabilitet är Coromant Capto-koppling eller delade cylindriska hylsor första val. Uppborrningens diameter och den längd som krävs för att nå botten avgör vilken typ av svarvbom du ska använda.
Fastspänning av Silent Tools-svarvbommar
Revolverkonstruktionen i en CNC-svarv eller flexibiliteten i en flerfunktionsmaskin leder normalt till minskad stabilitet. Smala revolvrar minskar förhållandet mellan fastspänningslängd och bomdiameter på större cylindriska svarvbommar och därmed försämras också uppspänningsstabiliteten.
En Coromant Capto-koppling kan också vara ett alternativ i en revolversvarv. Det minskar behovet av långa hylsor och medför en stabil uppspänning där fördelarna med snabbväxling dessutom utnyttjas.

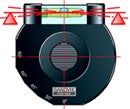
Vikten av korrekt fastspänning kan inte nog betonas. Bilderna
visar ytjämnheten vid 1) felaktig fastspänning och 2) fastspänning med delad hållare.

Flatbäddssvarv
Jämfört med revolversvarvar kan en flatbäddssvarv med ett verktygsläge ofta vara stabilare och styvare och därmed hålla större och längre svarvbommar. Maskinen kan in detta fall begränsas av verktygsläget, maskinens storlek och styvheten i maskinkonstruktionen.
Stabiliteten i maskinens slid och gejder är en viktig faktor för möjligheterna att få goda resultat vid fastspänning av större Silent Tools-svarvbommar med långa överhäng. För bästa resultat ska maskinens verktygsinfästning ha kraftiga gejder som är utformade så att tvärgejderna är minst inspänningens längd, 4 x BD. Kom ihåg att vikten ökar dramatiskt när bomstorleken ökar:
- Diameter 100 mm (3,94 tum) = 88 kg (194,0 lb)
- Diameter 120 mm (4,72 tum) = 140 kg (308,7 lb)
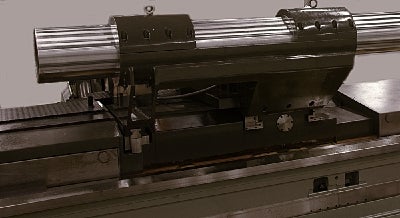
| Det bästa verktygsläget är en A-ram där bommen monteras direkt över och mellan maskinens slid. | 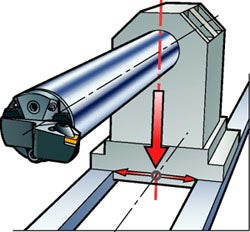 |
För att svarvbommen ska fungera optimalt är kontakten, utformningen och måttoleransen mellan verktyg och verktygshållare viktiga faktorer. Den bästa stabiliteten uppnås med en hållare som helt omsluter bommen. Bomhållare av V-typ och cylindriska hållare med skruvar rekommenderas inte.
Delad hållare för en bomdiameter på 300 mm (11,81 tum). Avståndet mellan tvärsliderna är 1 200 mm (47,24 tum) (4 x BD).
Inställningsverktyg för centrumhöjdDet finns en snabb, enkel och exakt metod för alla cylindriska CoroTurn SL-svarvbommar för att se till att skäreggens centrumhöjdsinställning blir korrekt:
Även om bommen böjer sig en aning under centrum under bearbetningen är den korrekta monteringen av bommen på centrumlinjen. Alternativa inställningsverktyg är höjdmätare och tvärtestare. | 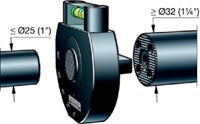 | |
 | ||
 |
Vibrationsdämpad 300 mm CoroTurn SL Quick Change svarvbom med överhäng 10 x BD.
Tryck och riktning
För bästa skärlivslängd och bearbetningssäkerhet, använd skärvätska riktad mot skärzonen. På verktyg utrustade med SL-snabbväxlingshuvuden måste justeringen av skärvätskemunstyckena göras manuellt för att man ska vara säker på att skärvätskan träffar skärzonen. För bästa resultat, använd verktyg med invändig skärvätsketillförsel och flera munstycken. Det är lika viktigt vid invändig svarvning med långa överhäng. Använd en sexkantsnyckel för att sätta på eller stänga av skärvätskeflödet.
Det fria utrymmet mellan svarvbommen och insidan av uppborrningen är extremt viktigt för spånavgången och för att undvika radiell utböjning. Vid en håldiameter på 100 mm (3,94 tum), ska en bom på 80 mm (3,15 tum) användas. Det ger ett tillräckligt stort fritt utrymme för spånavgång och eliminera risken för skador på verktyget och komponenten.
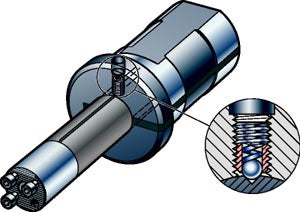
Skärvätska kan tillföras genom svarvbommens bakre del med hjälp av kopplingar i standardstorlek med gängade British Standard Pipe-beslag (BSP). Sandvik Coromants vibrationsdämpade svarvbommar är utrustade med ett förgängat skärvätskematningshål.
Faktorer som påverkar vibrationer
Minska vibrationstendenserna:
- Använd en stor ställvinkel och positiv spånvinkel
- Använd stor nosradie och spetsvinkel
- Använd en positiv makrogeometri
- Kontrollera mikrogeometrins slitmönster och ER-behandling
- Skärdjupet ska vara större än nosradien.
En lägre radiell kraft medför mindre radiell utböjning och minskar vibrationsproblemen. För bästa resultat, använd ett radiellt skärdjup som är större än nosradien när en ingångsvinkel på 90° används (0° ställvinkel). Om det radiella skärdjupet är mindre får du samma resultat med en ingångsvinkel på 45°.
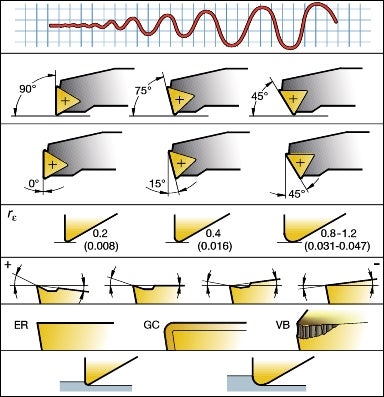 | Vibrationstendens |
| Ingångsvinkel | |
| Ställvinkel | |
| Nosradie och spetsvinkel. mm (tum) | |
| Makrogeometri | |
| Mikrogeometri | |
| Skärdjup i förhållande till nosradie |
Observera att omriktade krafter kan minska utböjningen:
- En ingångsvinkel så nära 90° som möjligt (ställvinkel 0°) maximerar den andel av matningskraft som kommer tillbaka från arbetsstycket i den axiella riktningen. En kraft i den axiella riktningen ger mindre verktygsutböjning än motsvarande krafter i den radiella riktningen.
- Vid invändig svarvning ska ingångsvinkeln aldrig vara mindre än 75° (ställvinkel 15°).
- Ju mer positiv spånvinkeln är, desto lägre skärkrafter behövs för att bearbeta komponenten. Lägre skärkrafter innebär mindre utböjning.
- Mindre kraft i den radiella riktningen ger mindre radiell utböjning
 |  | |
 |  | |
| Kraftens riktning: huvudsakligen axiell | Kraftens riktning: både axiell och radiell | |
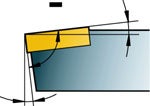 | 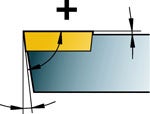 | |
| En negativ spånvinkel ökar skärkrafterna | En positiv spånvinkel medför lägre skärkrafter |
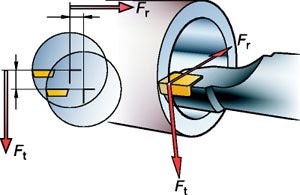
F
t
= tangentiella krafter Fr = radiella krafter
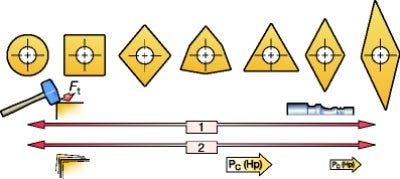
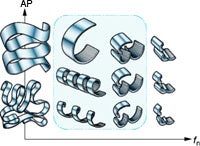
Skärspetsvinkel
Välj en skärform som motsvarar ställvinkeln och kraven på åtkomlighet för verktyget. En tumregel är att alltid välja minsta möjliga nosradie för att minska vibrationstendenserna. När det gäller spetsvinkeln finns det två vägar att gå:
- En liten spetsvinkel på skäret förbättrar verktygets stabilitet, det ger en stor släppningsvinkel bakom skäreggen, och små variationer på spånarean om verktyget börjar vibrera i radiell riktning
- En stor skärspetsvinkel medför skärhållfasthet och tillförlitlighet, men kräver större bearbetningskraft eftersom en större skäregg är i ingrepp

Positiva geometrier
Positiva geometrier och positiva spånvinklar genererar lägre skärkrafter och mindre verktygsutböjning. Välj därför en så positiv geometri som möjligt, med en spånbrytare som passar dina skärdata. Det här kan leda till att slitstyrkan och egghållfastheten minskar något och detsamma gäller spånkontrollen – vibrationsbegränsning är med andra ord alltid ett avvägande.

Wiperskär
Wiperskär är normalt inte första val när det gäller att undvika vibrationer eftersom det är svårt att få bukt med de ökade skärkrafterna och den radiella utböjningen. Under riktigt stabila förhållanden kan dock wiperskär innebära verkliga fördelar i fråga om ytjämnhet och ökade skärdata.

Eggens rundningEn mindre eggrundning (ER) ger lägre skärkrafter i alla riktningar. Det betyder enklare skärförlopp och mindre verktygsutböjning. Slipade skär har mindre eggrundning än direktpressade skär, detsamma gäller för skär med tunn beläggning och skär utan beläggning. |  |
 |  |  | ||
| M = direktpressade skär | G = slipat skär, vanligen med mindre ER | E = slipat skär för snävare toleranser och skarp egg |
Skärdata
För stor skärförslitning, t.ex. fasförslitning, måste undvikas eftersom det kan ändra det fria utrymmet mellan verktyget och komponentväggen, vilket kan leda till problem med vibrationer.
 |  |
 |
Skärhastighet, vc
Genom att använda rätt skärhastighet förhindrar du löseggsbildning, som annars påverkar ytjämnheten, skärkrafterna och skärlivslängden.
- Om skärhastigheten är för hög kan det leda till fasförslitning, med minskad säkerhet och tillförlitlighet som följd, på grund av spånstockning, dålig spånavgång och skärbrott, i synnerhet vid bearbetning av djupa hål
- Alltför låga skärhastigheter leder istället till löseggsbildning
- Ett ojämnt slitmönster minskar skärlivslängden och ytjämnheten, så var noga med att kontrollera slitmönstret
- Materialet i arbetsstycket har en stor betydelse för hur hög skärhastighet du kan använda
Skärdjup, ap, och matning, fn
Kombinationen av ap och fn är viktig för att spånområdena ska bli så bra som möjligt. Två tumregler:
- Programmera ap större än nosradien
- Programmera för en fn som är åtminstone 25 % av nosradien, beroende på vilken ytjämnhet som krävs
En av de första sakerna du bör prova om du får problem med vibrationer vid bearbetning med långa överhäng är att öka matningen, och åtgärd nummer två är att ändra skärhastigheten. Normalt får man det bästa resultatet genom att öka skärhastigheten.
Spånarea
- Om spånarean är för stor är skärkrafterna för stora
- Om spånarean är för liten är friktionen mellan verktyg och arbetsstycke för stor och det finns risk för att en gnideffekt uppstår
Tips och trix
Minska risken för vibrationer genom att välja största möjliga bomdiameter med minsta möjliga överhäng. Använd rekommenderad fastspänningslängd, minimum 4 x BD.
Kapning av CR-svarvbommar över 10 x BD är inte tillåtet. När det gäller 570-4C svarvbommar, är fastspänning över dämpningsmekanismen tillåtet, men det är däremot inte tillåtet för 3C-svarvbommar. När en 570-3C svarvbom i kort utförande kapas till minsta längd får inte fastspänningslängden överstiga 3 x BD för att undvika fastspänning över dämpningsmekanismen. Kapa aldrig 570-3C svarvbommar med en diameter på >100 mm (3,94 tum).
Modifiering av standardsvarvbommar
| Bomdiameter | L, min. längd efter avkapning | |
| BD | Kort utförande 4–7 × BD | Långt utförande 7–10 × BD |
| mm | mm | mm |
| 16 | 100 | 155 |
| 20 | 125 | 200 |
| 25 | 155 | 255 |
| 32 | 190 | 320 |
| 40 | 240 | 410 |
| 50 | 305 | 520 |
| 60 | 380 | 630 |
| 80 | 630 | 630 |
| 100 | 770 | 770 |
Rekommenderad minsta fastspänningslängd är 4 × BD
| Bomdiameter | L, min. längd efter avkapning | |
| BD | Kort utförande 4–7 × BD | Långt utförande 7–10 × BD |
| tum | tum | tum |
| 0,625 | 4 | 7 |
| 0,750 | 5 | 8 |
| 1,000 | 7 | 11 |
| 1,250 | 8 | 13 |
| 1,500 | 10 | 17 |
| 1,750 | 10,4 | 18 |
| 2,000 | 12 | 21 |
| 2,500 | 15 | 25 |
| 3,000 | 20 | 20 |
| 4,000 | 30,3 | 30,3 |
Rekommenderad minsta fastspänningslängd är 4 × BD
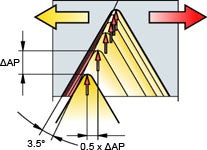
Två streck på bommen indikerar minsta och största överhäng. Kontrollera att överhänget håller sig inom det intervallet. Utanför det här intervallet finns ingen garanti för att dämpningsfunktionen fungerar.
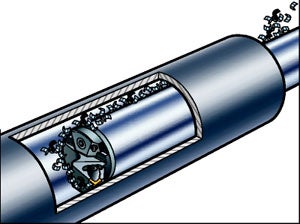
Spånavgång
För bästa möjliga spånavgång, använd en verktygshållare med invändig skärvätsketillförsel och en skärgeometri som ger korta och spiralformade spånor. Om du får problem med dålig spånavgång, prova med att öka skärvätskeflödet, ändra skärgeometrin eller öka skärhastigheten för att få kortare spånor.
En annan möjlig lösning kan vara en alternativ verktygsväg. Upp-och-nedvända
skärenheter ger faktiskt förbättrad spånavgång.
Kontrollera att det finns tillräckligt mycket plats för spånorna mellan bommen och hålet. Annars kan verktyget trycka spånorna mot ytan och även skada verktygskroppen.
 |  |
Justering av munstycken
Använd en sexkantsnyckel för att sätta på eller stänga av skärvätskeflödet. Använd samma sexkantsnyckel för att justera munstycksriktningen på SL Quick Change-huvuden.
Wiperskär
För bättre ytjämnhet och högre produktivitet kan wiperskären fungera som optimerare under riktigt stabila förhållanden. Vår allmänna rekommendation när du använder wiperskär är att öka matningen och välja en mindre nosradie.
Invändig gängning
För att minska risken för vibrationer kan du använda dig av följande tips:
- Använd modifierad flankmatning
- Inmatningen per passering får inte överstiga 0,2 mm (0,0078 tum) och aldrig vara mindre än 0,06 mm (0,0024 tum)
- Den sista inmatningen ska alltid ske med reducerad inmatningshastighet
- Använd en skarp geometri för de lägsta skärkrafterna
För bästa spånavgång:
- Använd modifierad flankmatning för att leda de spiralformade spånorna mot hålets öppning
- Använd matningsriktning inifrån och ut under stabila förhållanden. Välj vänster eller höger flank för att styra spånflödet
- Använd skärvätska för bästa spånavgång
| Spånriktning | Matningsriktning | ||
 |  | ||
| Matningsriktning inifrån och ut | Modifierad flankinmatning riktar spånorna utåt från hålet |
Invändig spår- och profilsvarvning
För att minska risken för vibrationer kan du använda dig av följande tips:
- Uppspänningen ska ha kortast möjliga överhäng med lättast möjliga geometri
- Använd ett mindre skär och gör flera ingrepp istället för ett
- Börja utifrån och gör överlappande ingrepp för bästa spånavgång
- En finbearbetning kan vara en sidsvarvningsrörelse. Börja
inifrån och svarva utåt - Rampning/svarvning kan användas för att förbättra spånkontrollen och kan bidra till att minska vibrationerna
- Använd skär i höger- eller vänsterutförande för att styra spånorna vid grovbearbetning
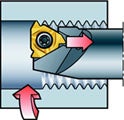
Vanlig uppspänning
Att köra svarvbommen på vanligt vis skapar skärkrafter som trycker skäret nedåt.
Alternativ uppspänning
Om svarvbommen istället körs upp-och-ner förändras skärkrafternas riktning och därmed förbättras stabiliteten. Det kan också förbättra spånavgången. Den här metoden kräver stor försiktighet, också vid små diametrar. Om skärkraften minskas till 0 genom intermittent ingrepp kommer bommen att studsa mot arbetsstycket i svarvningsriktningen och får ta emot en större skärkraft som kan skada både verktyg och komponent.
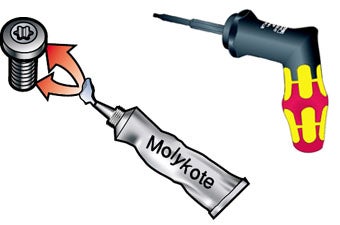
Underhåll
För bästa funktion, rengör alla delar och smörja med olja minst en gång om året. Även skruvarna ska smörjas vid behov. Byt ut slitna och utmattade skruvar och brickor.
Vibrationsdämpade svarvbommar kan deformeras på grund av de tunna väggarna. Var noga med att hålla svarvbommarna rätt vid hopsättningen. Kontrollera alltid fastspänningen när du använder Silent Tools-produkter. Använd en momentnyckel för att dra åt skruvarna med rätt moment.
Sammanfattning: Så här undviker du vibrationer
Öka den statiska styvheten
- Kontrollera fastspänning och konfiguration
- Använd Coromant Capto eller delad hållare
- Minsta möjliga verktygsöverhäng och största möjliga diameter
- Materialförstärkning (svarvbommar)
Öka den dynamiska styvheten
- Liten skärspetsvinkel
- Använd vibrationsdämpade verktyg
- Så lång vikt som möjligt framför skärverktyget
Minska skärkrafterna
- Använd en positiv skärvinkel
- Använd en positiv skärgeometri och liten ER
Undvik utböjning
- Ändra riktning på skärkraften från radiell till axiell
- Ingångsvinkel nära 90° (ställvinkel 0°)
- Skärdjup större än nosradie
Aktivera spånkontrollen
- Öka skärvätskeflödet
- Fritt utrymme mellan verktyg och arbetsstycke
- Kontrollera att alla spånor har transporterats bort
Obs!
Var noga med att inte överbelasta den vibrationsdämpade svarvbommen. Högsta tillåtna belastning finns angiven på produkten och du kan även använda den kalkylator som finns på www.sandvik.coromant.com/calculators för att ta reda på den maximala belastningen.
