
Grundläggande
Inuti ett vibrationsdämpat verktyg finns ett dämpningssystem som är förinställt till rätt frekvens och som består av en tung massa som hålls upp av gummifjädrar. Olja tillsätts för att öka dämpningen.
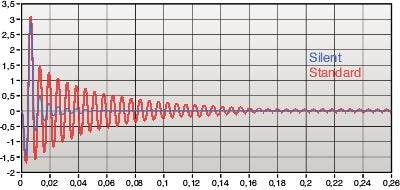
Grafen visar skillnaden i vibrationsdämning mellan ett odämpat och ett dämpat alternativ.
För långt verktygsöverhäng och flänsar rekommenderas kontakt med två ytor mellan spindeln och verktygshållaren.
Kontakt med två ytor |
Kontakt med en yta |  Coromant Capto-koppling | |
Coromant Capto |  | ISO/CAT |  |
| BIG PLUS |  | MAS BT |  |
| HSK |  | CAT-V |  |
Det är viktigt att följa de gränser som finns angivna på produkten (belastning, temperatur, rotation, min./max. överhäng och tryck):
- Temperaturen är markerad för att skona gummidelarna i dämpningssystemet
- Den övre temperaturgränsen beror på produkttypen och anges på verktyget, t.ex. 75–120 °C (167–248 °F)
Dämningssystemet består av en tung massa som hålls upp av gummifjärdrar. | ||
Dämpningssystem inne i borrkroppen • Kropp i tungmetall • Förinställda till rätt frekvens • Hög tillförlitlighet |  | Gummi- fjädrar |
| Olja tillsätts för att öka dämpningen |
Minska skärkrafterna
Börja med att välja det bästa tillgängliga skäralternativet. Välj sedan den största möjliga diametern och det kortaste möjliga överhänget för att få så liten utböjning som möjligt.
Sedan måste vi komma ihåg att dämpningssystemet ska sitta så nära skäreggen som möjligt och att vikten framför dämpkroppen ska vara så liten som möjligt. Minskad tyngd på skärverktyget minskar rörelseenergin i eventuella vibrationer. Det gör det lättare för verktyget att dämpa vibrationerna och därmed förlänga det maximala överhänget för både solida och dämpade verktyg.
Genom att tillämpa de här strategierna kommer du att kunna minska både kraftvariationerna och vibrationerna.
| Utböjning (δ) = 64FLU3/3E(π)BD4 |  |
E: F: LU: BD: | Elasticitetsmodul Kraft Användbar längd Diameter verktygskropp |
Sammanfattning:
- Minska skärkrafterna genom att välja rätt skärverktyg och skär
- Minska utböjningen genom att öka den statiska styvheten genom att använda största möjliga skaftdiameter och minsta möjliga längd
- Minskad tyngd på skärenheterna minskar rörelseenergin i eventuella vibrationer
- När du förlänger modulära verktyg, skapa stora diametrar
- För specialprodukter, ta hänsyn till optimerade former och materialförstärkningar
Mekaniska strukturer har en tendens att vibrera med en eller fler resonansfrekvenser som bestäms av geometri och material. Varje resonansfrekvens motsvarar ett ”vibrationsläge”. Dämpningen avgör hur snabbt vibrationen avtar efter att den har utlösts. Vid ökad utböjning ökar energin i svängningen. Kraftvariationerna i bearbetningen utlöser den självinducerade vibrationen vid maskinens naturliga frekvenser. När vibrationen väl har utlösts kommer den att hämta kraft i den påtvingade vibrationen och växa sig allt starkare, om du inte kan göra någonting för att dämpa kraftvariationerna. Variationer i bearbetningskrafterna kan bero på många olika saker, och om ingenting görs för att minska skärkrafterna kommer vibrationerna att öka. – Spånsegmenteringsprocess – Intermittent ingrepp – Inneslutningar i materialet – Ovalt arbetsstycke – Löseggsbildning k = fjäderkonstant m = objektets massa f = vibrationsfrekvens δ = verktygsutböjning F = kraft på verktyget  |
