
Uppborrning
Produktöversikt
Sandvik Coromant erbjuder vibrationsdämpade uppborrningsverktyg för grov- och finuppborrning. Adaptrarna är utformade med Coromant Capto-grundhållarkopplingar för bästa möjliga fastspänning och flexibilitet. Det ger dig en unik flexibilitet och möjligheten att bygga samman just de verktygssammansättningar du behöver. Coromant Capto-grundhållarna finns i alla vanliga maskingränssnitt.
Silent Tools uppborrningsverktyg för fin- och grovbearbetning leder till ökad produktivitet och snäva toleranser från längder på 3–10 x BD. När du använder Silent Tools har du möjlighet att dubbla skärdjupet. Invändig skärvätsketillförsel är en funktion som innebär precis styrning av strålarna till skärzonen.
Det går att använda förlängnings- och reduktionsadaptrar på vibrationsdämpade uppborrningsverktyg, men verktyg kommer inte längre att vara optimerat. Men ett vibrationsdämpat verktyg med förlängnings- eller reduktionsadapter fungerar fortfarande bättre än ett odämpat verktyg.
Svarvbomsadapter dia, DC
tum
mm
| Specialprodukter |
CoroBore 825 ® Integrerat vibrationsdämpat uppborrningsverktyg 825 med ett skär, Coromant Capto |
DuoBore ™ Integrerat vibrationsdämpat uppborrningsverktyg med två skär, Coromant Capto |
| Grovuppborrning | Finuppborrning | |
Diameterområde Ø 25–150 mm (0,984–5,906 tum) | Diameterområde Ø 23–167 mm (0,906–6,575 tum) | Diameterområde Ø 150–315 mm (5,906–12,402 tum ) |
Vibrationsdämpade DuoBore
™ |
Vibrationsdämpade CoroBore
® 825 | |
 |  |  |
| Coromant Capto® grundhållarkoppling Invändig skärvätsketillförsel |
 |
| 6 x DC (23,6–27,6 tum) |
| IT9 |
| Invändig |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Invändig |
| 0,002 mm (0,000079 tum) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
Radiell justering av finuppborrningshuvud:
|  |
®Så här använder du CoroBore 825
| Exempel på inställning: I det här exemplet fungerar den blå linjen på skalskivan som referens eftersom den i utgångsläget är i linje med en linje på den fasta skalan. | 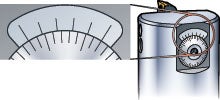 |
| Utgångsläge | Justerat läge |
 | |
Skalskivan vrids medurs tills den röda linjen på skalan står mitt för den andra (gröna) linjen på den fasta skalan. Diametern har ökats med 0,002 mm (0,00008") | |
 | |
Skalskivan vrids medurs tills den röda linjen på skalan står mitt för den tredje (gröna) linjen på den fasta skalan. Diametern har ökats med 0,004 mm (0,00016") | |
 | |
Skalskivan vrids medurs tills den röda linjen på skalan står mitt för den fjärde (gröna) linjen på den fasta skalan. Diametern har ökats med 0,006 mm (0,00024") | |
 | |
Skalskivan vrids medurs tills den röda linjen på skalan står mitt för den femte (gröna) linjen på den fasta skalan. Diametern har ökats med 0,008 mm (0,00032") | |
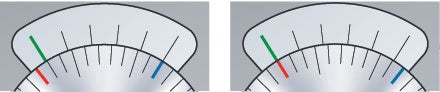 | |
Skalskivan vrids medurs tills den röda linjen på skalan står mitt för den sjätte (gröna) linjen på den fasta skalan. Diametern har ökats med 0,010 mm (0,0004") = 1 skaldelning. |
Huvudsakliga överväganden
Silent Tools uppborrningsverktyg har en räcklängd på som mest sex gånger håldiametern in i arbetsstycket. Om du behöver ett större djup, kontakta oss angående en speciallösning.
Vi rekommenderar att du alltid använder Silent Tools vid långa överhäng, över 4 x BD.
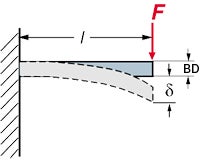
Verktygsöverhäng och verktygets diameter
|  |
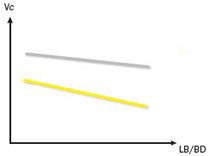 |   | -PR - WM | 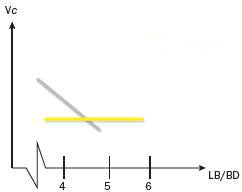 | | Konventionell Vibrationsdämpad adapter |
| Skärhastighet i förhållande till överhäng, med olika geometrier | Skärhastighet i förhållande till överhäng, med konventionella och vibrationsdämpade adaptrar |
Skärform och ingångsvinkel/ställvinkel
Använd en ställvinkel på 90° (0°) vid grovbearbetning och 92° (-2°) vid finbearbetning. Mindre kraft i radiell riktning ger mindre radiell utböjning och mindre vibrationer. Triangelformade skär (T-utförande) är första val vid uppborrning. Skären CoroTurn® 107 uppfyller de här kraven och är därför första val.
Nosradie
Skärets nosradie, RE, är en nyckelfaktor vid svarvning. Valet av nosradie beror på:
- Skärdjup, ap
- Matning, fn
och påverkar:
- Ytjämnheten
- Spånbrytningen
- Skärets hållfasthet
Liten nosradie
- Perfekt för små skärdjup
- Minskar vibrationerna
- Sämre hållfasthet hos skäret
Stor nosradie
- Stor matningshastighet
- Stora skärdjup
- Ökad hållfasthet hos skäret
- Större radiella krafter
Nosradie i förhållande till skärdjup
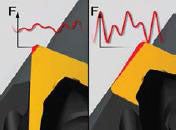
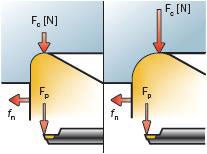
De radiella krafterna som trycker skäret bort från skärytan blir mer axiella när skärdjupet ökar. Nosradien påverkar också spånbildningen. I allmänhet förbättrar en mindre radie spånbrytningen. En tumregel är att skärdjupet ska vara större eller lika stort som 2/3 av nosradien eller hälften av nosradien i matningsriktningen.
Matningsstartvärdena beror på nosradien
| 0,4 (0,016) | 08 (0,031) | 1,2 (0,047) |
| 0,17 (0,007) | 0,22 (0009) | 0,27 (0,011) |
 |  |
 |  |
| Kraftens riktning huvudsakligen axiell | Kraftens riktning både axiell och radiell |
Grovuppborrning

Produktiv uppborrning
| Innebär att två skäreggar utnyttjas. Används för grovbearbetning av hål med toleransen IT9 eller större, där spånavverkningshastigheten är det viktigaste. För att få fram matningshastigheten multipliceras matningen med antalet skär. (fn=fz x ZEFF) |  Produktiv uppborrning |
Steguppborrning
| När en underläggsplatta läggs till under den ena sliden tar skäret endast den inre halvan av det önskade radiella ingreppet och resultatet blir ett steguppborrande verktyg. Den här metoden väljer du om du vill ha ett större radiellt ingrepp än vad skäret klarar av, men kom ihåg att minska den axiella matningen till vad som är normalt för ett verktyg med endast en skäregg. Om de båda skären ställs in på samma radiella skärdjup, kommer det yttre skäret alltid att ta den största skärkraften på grund av högre hastighet och mer spånavverkning. Om det här görs på rätt sätt kan man enkelt undvika vibrationer och vara säker på att få en jämn yta. Den här konfigurationen ger ett avsatsförsett hörn om det inte går igenom hela arbetsstycket. Matningshastigheten och färdiga ytjämnheten blir densamma som om endast ett skär skulle användas (fn=fz). Håltoleransen blir IT9 eller större. | 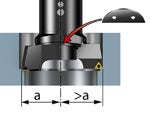 Stegborrning |
Uppborrning med en egg
Uppborrning med en egg är det bästa alternativet när:
Håltoleransen blir IT9 eller större | 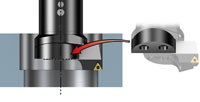 Uppborrning med en egg |
Finuppborrning

Faktorer som påverkar vibrationer
För att reducera vibrationer, välj ett lättskärande skär med positiv skärgeometri och en liten nosradie. Skär i T-utförande är första val för uppborrning.
| Hög vibrationstendens | – Höga matningar – Stort skärdjup – Stor eggsäkerhet |
 |  |
| Lägre vibrationstendens | – Perfekt för litet skärdjup – Minskar vibrationerna |
Mer information om andra faktorer som påverkar vibrationerna, till exempel de som finns med på listan nedan, hittar du i handboken, läs mer.
- Skärspetsvinkel
- Positiva geometrier
- Wiperskär
- Eggens rundning
- Skärdata och skärhastighet.
Tips och trix
- Välj största möjliga verktygsdiameter och kortast möjliga grundhållare
- Ställvinkeln ska vara nära 90 grader för att ge högre axiella skärkrafter och lägre radiella/tangentiella krafter
- En liten nosradie är perfekt för små ingreppsdjup och minskar risken för vibrationer. Stora nosradier har hög eggsäkerhet möjliggör höga matningar och stort skärdjup. Ju större nosradie du använder, desto högre är vibrationsrisken. Därför är triangelformade skär i positivt utförande första val för vibrationsdämpade uppborrningar
- Använd wiperskär under stabila förhållanden för hög produktivitet eller när ytor av hög kvalitet krävs
 | | |
 | Konventionell | |
| Dämpad adapter | |
| Mindre radiella krafter (Fc) med små radier |
med konventionella och vibrationsdämpade adaptrar |
Verktygsuppsättningar och underhållNär du använder vibrationsdämpade verktyg i uppsättningar var noga med att hålla skärhållarna på rätt sätt och kontrollera att adaptrarna inte är skadade. De deformeras lätt på grund av de tunna väggarna.
|  |

