Fräsning
Produktöversikt
Vi har ett brett sortiment av Silent Tools fräsningsadaptrar i lager, med HSK- eller modulära Coromant Capto-kopplingar. Om ingen av våra standardadaptrar passar dina behov, fråga efter en speciallösning. Även adaptrar för slitsfräsar, inbyggda dämpare i stora skivfräsar och valsfräsar finns som speciallösningar.
Pinnfräsar och hörn fräsar | Vibrationsdämpade adaptrar för planfräsar och hörn- fräsar | |
| ® CoroMill390D | Vibrationsdämpade adaptrar | Vibrationsdämpade adaptrar – HSK |
 |  |  |
Cylindriskt skaft eller grundhållare med Coromant Capto-koppling | Grundhållare med Coromant Capto-koppling (C4, C5, C6 och C8) | Grundhållare med HSK-koppling (HSK 63 och HSK 100) |
Glestandad, tättandad och extra tät tandad | Brett sortiment av utbytbara skärhuvuden | Brett sortiment av utbytbara skärhuvuden |
DC: 20–40 mm (0,787–1,575 tum) | Invändig skärvätsketillförsel | Invändig skärvätsketillförsel |
| Överhäng: ≤ 5 x BD | BD: 40–80 mm (1,968–3,150 tum) | BD: 63–100 mm (2,480–3,937 tum) |
DMM: 16–32 mm (0,750–1,500 tum) | DMM: 16–27 mm (0,750–1,000 tum) | |
| Överhäng: ≤ 8 x BD | Överhäng: ≤ 8 x BD |
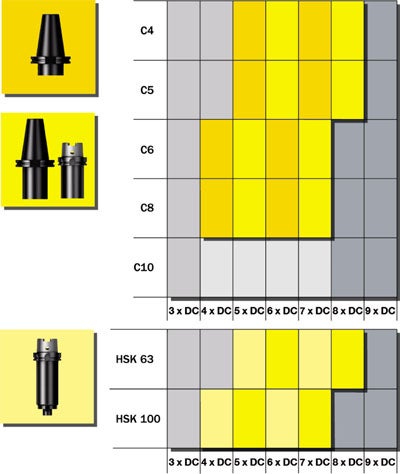
- Vibrationsdämpade alternativ från 20–40 mm (0,79–1,57 tum) med integrerade CoroMill 390 fräsar finns i standardsortimentet
- Från 40 mm (1,57 tum) och uppåt finns vibrationsdämpade adaptrar med Coromant Capto-storlekarna C4–C8, med skärvätska genom tapp-montering tillgängligt som standard. Tillsammans med en grundhållare kan adaptern utgöra ett sammansatt dämpat verktyg för de flesta maskingränssnitten
- För maskiner med HSK-kopplingar finns integrerade adaptrar som är möjliga att montera ihop med grundhållarna Sandvik Coromant HSK
- I standardprogrammet finns också MSSC-hållaradaptrar
| Adapterdiam., BD | |||
| tum | mm | ||
 | Överhäng LU/BD |
 | Specialprodukter |
 | Coromant Capto® och HSK adaptrar för roterande verktyg Vibrationsdämpad adapter för planfräsar och kvadratiska hörnfräsar |
 | CoroMill® 390D Pinnfräs och kvadratisk hörnfräs |
CoroMill® 390D – applikationsområde
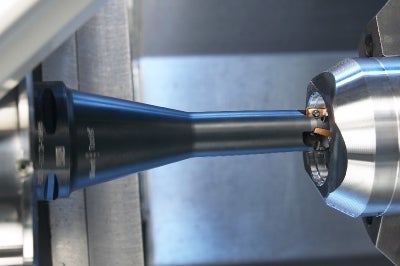
CoroMill 390D är en riktig produktivitetshöjare för långa och slanka verktyg och fungerar bra i både vertikala och horisontella maskiner. Fräsarna är utformade för att ha lång räcklängd och samtidigt vara effektiva vid bearbetning nära chucken i flerfunktionsmaskiner.
Programmet består av Coromant Capto i storlekarna C6 och C5 och cylindriska skaft med diametrarna 20, 25 och 32 mm (0,79, 0,94 och 1,26 tum) med en räcklängd på 3–5 gånger fräsdiametern, DC.
- Hög stabilitet
- Stort sortiment av grundhållare
- Första val vid begränsad åtkomlighet
- Hög stabilitet
- Stort sortiment av grundhållare
- Integrerade flerfunktionsspindlar
- Första val för öppen räckvidd
- Coromant Capto® C5
- Coromant Capto® C6
- Cylindriska skaft
- CoroChuck™ 930 för korrekt fastspänning av fräsen
- Hylschuckar
Korta och långa grundhållare
Med en kombination av tappmontering på adaptrarna och grundhållarna i olika längder finns alternativ för de flesta applikationer upp till 8 x BD. Vid överhäng längre än 8 x BD, eller om du har andra specifika önskemål, är speciallösningar det bästa alternativet.
| Odämpad/solid |  |
Speciallösning |
Vibrationsdämpade adaptrar för planfräsar och hörnfräsar
- Cx-391.05CD
- 392.41005CD
Huvudsakliga överväganden
Att arbeta med roterande verktyg skiljer sig från svarvning, där du har en svarvbom i ett stabilt verktygsläge, men de flesta villkoren för en lyckad bearbetning är desamma:
|  |
Minskade vibrationer
Arbetsstyckets montering och maskinstabiliteten är två saker som måste beaktas noga för att minimera uppkomsten av vibrationer.
Arbetsstycke
- Fixera arbetsstycket på det sätt som är mest lämpat för att det ska klara av de skärkrafter som uppstår under bearbetningsprocessen
- Använd fräskoncept med en sådan utformning och en sådan ställvinkel att de skärkrafter som skapas går i arbetsstyckets stabilaste riktning
- Optimera bearbetningsstrategi och riktning för att uppnå stabilast möjliga fräsningsförhållanden
Maskin
- I vilket skick maskinen är har stor betydelse för uppkomsten av vibrationer. Förslitningar i spindellager eller matningsmekanism leder till dåliga bearbetningsegenskaper.
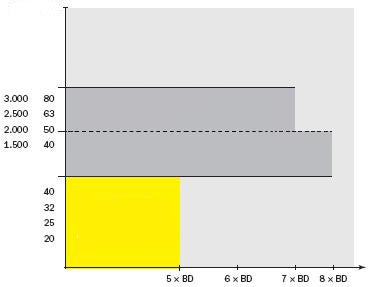
Alla Silent Tools vibrationsdämpade adaptrar är utformade för olika överhäng och har dämpkroppar med olika inställning. Den bästa funktionen uppnår du genom att använda den optimerade längden istället för att lägga till förlängningsadaptrar. Om du behöver mer än 7–8 x BD, fråga efter en specialadapter.
Använd vibrationsdämpade adaptrar i det optimerade området! |
Guidelines för programmering
En allmän regel vid planfräsning är att hela tiden hålla fräsen i ingreppet, istället för att köra flera längsgående passeringar. Det begränsar antalet ingångar och utgångar och skonar ingreppen från ofördelaktiga belastningar som kan leda till att det uppstår vibrationer.
 |  |
| Rullande ingång | Håll fräsen i ingrepp hela tiden |
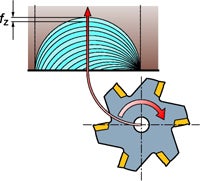
Rullande ingång
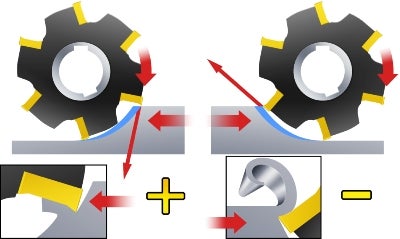
Rulla in i ingreppet medurs för att få tunna spånor som går mot noll vid utgången. Med det här tillvägagångssättet kan du undvika de vibrationstendenser som kan uppstå på grund av
ett arbetssätt som ger tjocka spånor vid utgången.
Fräsriktning
Medfräsning är första val vid de flesta fräsningsoperationer. I vissa fall, när maskinen inte har tillräcklig effekt eller när arbetsstycket böjer sig väldigt lätt, är motfräsning bättre. Men kom ihåg att skärkraften har en förmåga att lyfta arbetsstycket under motfräsning. Det måste man vara noga med att motverka när man spänner fast arbetsstycket.
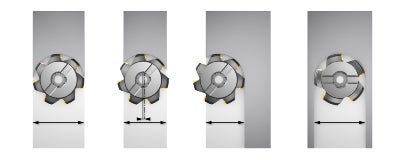
Positionering och diameter
Vid normal planfräsning ska fräsdiametern vara mellan 20–50 % större än skärbredden och fräsen positioneras en aning utanför centrum. Positionera inte fräsen mitt i centrum.
Om fräsdiametern är mindre än arbetsstycket rekommenderas ett arbetsingrepp på som mest 60–70 % av fräsdiametern.
Vid fullspårsfräsning är det väldigt viktigt att minska antalet skär som är i ingrepp för att undvika vibrationer.
Faktorer som påverkar vibrationer
Det finns fyra grundläggande faktorer som har en stor inverkan på vibrationerna:
- Ställvinkel och skärkrafter
- Verktygsdiameter i förhållande till radiellt skärdjup
- Skärgeometri
- Fräsens tanddelning
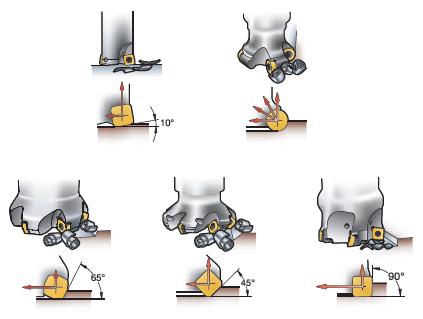
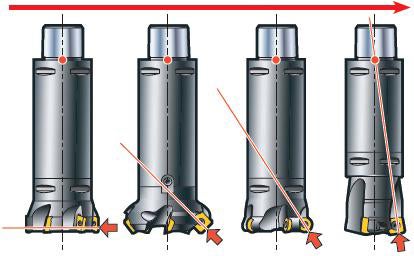
Ställvinkel
Ställvinkeln är viktig eftersom den avgör skärkrafternas riktning. Ju större kappa-vinkeln (KAPR) är, desto större är de radiella skärkrafterna. Välj fräskoncept utifrån process och applikation.
När de radiella skärkrafterna ökar kan du se skillnaden mellan hur vibrationsdämpande och odämpade verktyg fungerar.
Med en mindre ställvinkel i kombination med ett kortare överhäng kan det maximala skärdjupet på fräsen nås innan det uppstår vibrationer.
Ökad verktygsstabilitet | |||
 | |||
| CoroMill 345 | CoroMill 210 |
Verktygsdiameter i förhållande till radiellt skärdjup
En mindre verktygsdiameter minskar såväl effekt- och vridmomentsbehov som de utböjande skärkrafterna. Förhållandet mellan fräsens diameter och den radiella ingreppet måste hållas mindre än något max. värde.
Skärgeometri
Skärverktygets geometri ska vara lätt eller medium.
Silent Tools-gränser
Höga temperaturer kan förändra dämpningssystemets funktion. Använd luft eller invändig skärvätsketillförsel om det är möjligt. Extrema n-värden (varvtal) kan också försämra dämpningssystemets funktion.
Frästandning
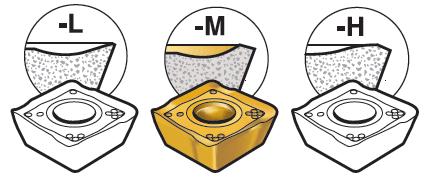
När flera skär är i kontakt med materialet ökar risken för vibrationer. Så länge du arbetar på skärdjup som ligger under det kritiska djupet för vibrationer är dock ett ökat antal skär produktivare. Arbeta med både radiellt ingrepp och fräsens tanddelning för att komma fram till den bästa funktionen. Oftast är en glestandad fräs det bästa valet för en produktiv bearbetning med vibrationsdämpade verktyg.
Fräs med differentialdelningHarmoniska krafter orsakar vibrationer och en fräs med differentialdelning är därför ett effektivt sätt att minska vibrationerna. Det bryter de harmoniska krafterna och ökar därmed stabiliteten och är särskilt användbart när ae är högt och du har långa överhäng. | 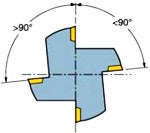 |
| Glestandad – L | Tättandad – M | Extra tättandad – H | ||
 |  |  | ||
| Fräsar med differentialdelning och mindre antal skär. Första val för instabila operationer tack vare de lägsta skärkrafterna | Fräsar med jämn tandning eller differentialdelning, beroende på konceptet, med genomsnittligt antal skär. Första val för grovbearbetning under stabila förhållanden. | Fräsar med jämn tandning och maximalt antal skär. Första val för hög produktivitet med lågt ae (mer än en egg i kontakt). |
Tips och trix
Skärsorter och geometrier
Välj en liten eggavrundning (ER). Gå från tjock till tunn beläggning. Använd vid behov skär utan beläggning. Använd vassa och positiva skär med spånbildningsförmåga.
Ställvinkel
Ju mindre ställvinkeln är, desto tunnare blir spånorna och desto längre sprids de längs skäreggen. Det möjliggör en högre matning per tand. En mindre ställvinkel riktar också mer av skärkraften i axiell riktning och minskar risken för vibrationer.
Frästandning
Oftast är en glestandad fräs det bästa valet för en produktiv bearbetning med vibrationsdämpade verktyg. Använd en glestandad fräs för att sakta ner byte av skärkraftriktning. Att minska antalet skär gör det ofta möjligt att avsevärt öka det axiella skärdjupet.
Matning per tand
En högre matning per tand kan ge en konstant förspänning på maskinspindeln förhindra den från att utnyttja spelet i lagren.
Uppnå maximalt Q-värde
Välj om möjligt ae mellan 60 % och 80 % som startvärde. Minska antalet skär för att maximera Q-värdet. Det är särskilt viktigt för ingrepp med full spårbredd.
Spånavgång
Använd tryckluft för att förhindra att spånorna skärs på nytt. Det är extra viktigt vid fräsning av djupa hålrum. Observera att en glestandad fräs har större utrymme för att få ut spånorna.
Ingång och utgång
Undvik att centrumlinjen eller fräsen är i linje med kanten på arbetsstycket. Om det inträffar lämnar skäret ingreppet när spåntjockleken är som störst, vilket ger höga stötbelastningar vid ingång och utgång.