
Tréflage
Comment réussir le tréflage ?
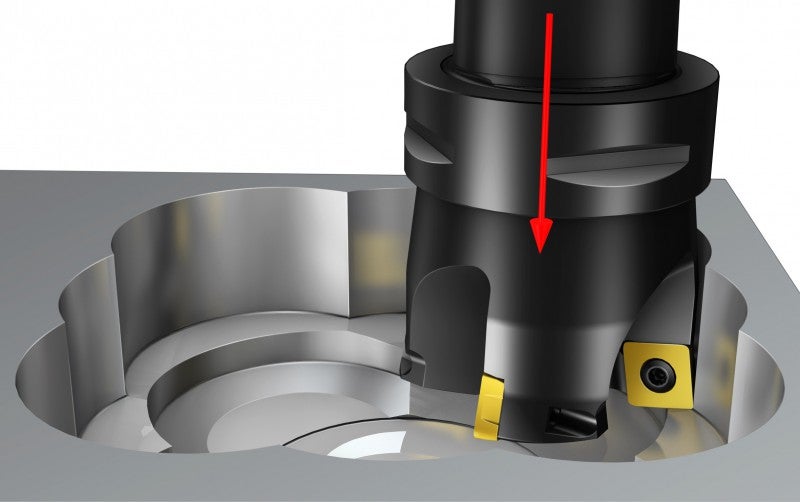
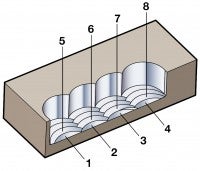
Dans le tréflage, la coupe se fait en bout et non en périphérie de l'outil, ce qui génère des forces de coupe axiales et non radiales. En général, le tréflage est à utiliser lorsque le fraisage latéral n'est pas possible en raison de vibrations.
Exemples :
- Porte-à-faux de l'outil supérieur à 4 x Dc
- Problèmes de stabilité
- Semi-finition d'angles
- Matières difficiles à usiner comme le titane.
Le tréflage peut aussi être une bonne méthode en cas de faible puissance ou faible couple machine.
Note : Si les conditions sont favorables, le tréflage n'est pas le meilleur choix car il n'autorise pas de débits copeaux élevés.
Choix des outils
Le choix de la fraise est déterminé en premier lieu par le diamètre.
Tréflage
Le tréflage peut être effectué de manière plus efficace avec un foret jusqu'à environ DC = 35 mm, voir la rubrique Perçage.
Mise en œuvre du tréflage à la fraise
Process
Le tréflage à la fraise est très différent du fraisage conventionnel. Il utilise uniquement le bout de l’outil. La périphérie de l'outil n'intervient pas, et, par conséquent, les forces de coupe sont uniquement axiales, ce qui est plus avantageux. Le tréflage est comparable à une opération d'alésage avec coupe interrompue.
La puissance consommée et le bruit sont faibles.
Tréflage = alésage interrompu.
Forces de coupe axiales.
Fraisage conventionnel.
Forces de coupe principalement radiales.
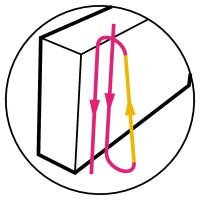

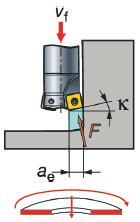
= Avance de table programmée

= Traversée rapide
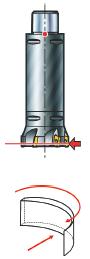
Eviter la recoupe lors du retrait Réduire la profondeur de plongée progressivement.
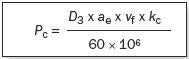
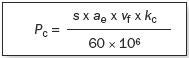
Calcul de la puissance consommée.
Avance en tréflage
| Avance en tréflage | ||
| Taille de plaquette | Porte-à-faux < 3xDC | Porte-à-faux > 3xDC |
| 9 | fz = 0.15 (0.10 - 0.20) | fz = 0.10 (0.08 – 0.15) |
| 14 | fz = 0.20 (0.10 - 0.25) | fz = 0.15 (0.10 - 0.20) |
Fraise surdimensionnée L ≤ 3xDC
| iC | ae maxi. |
| 9 | 8 |
| 14 | 13 |
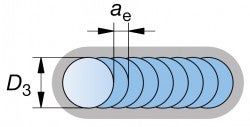
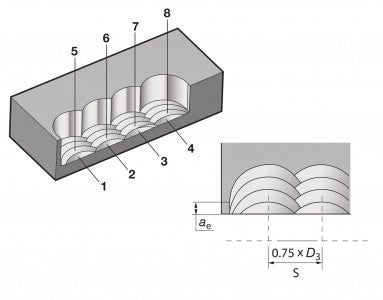
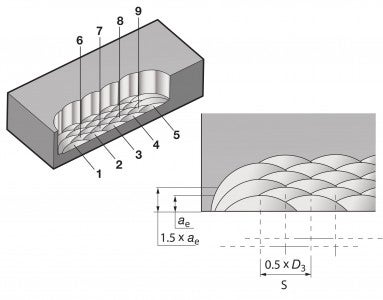
s = 75% DC
Fraise surdimensionnée L ≥ 3xDC
| iC | ae maxi. |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
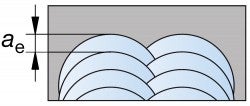
ae = maximum pour la plaquette
Saut latéral s = X % DC
* S dépend de la longueur de porte-à-faux de l'outil
Astuces pour le tréflage
- L'utilisation d'une machine horizontale facilite l'évacuation des copeaux
- Commencer par le bas et progresser vers le haut
- Utiliser l'arrosage ou l'air comprimé pour favoriser l'évacuation des copeaux
- Par rapport aux méthodes conventionnelles, le tréflage demande une avance à la dent plus faible
- Veiller à ce que plus d'une dent soit engagée à la fois
- Utiliser des fraises à pas fin
- Utiliser l'ae maximum pour la taille de plaquette
- Utiliser s = 0.75 x Dc lors des mouvements latéraux
- Réduire progressivement la profondeur de plongée pour réduire les vibrations
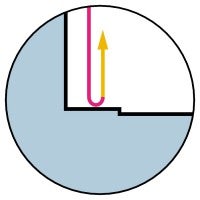
- Prévoir la programmation de manière à éviter la recoupe lors du retour Dégager l’outil de 1 mm de la paroi à la fin de la coupe
- Note : Il n'est pas recommandé d'utiliser de cycle de débourrage car la recoupe des copeaux peut provoquer des vibrations pendant le retrait
- S'efforcer de conserver une surépaisseur d'usinage constante pour faciliter la finition
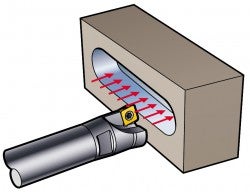
Rainures
- Le tréflage est une technique efficace pour l'usinage de rainures profondes et fermées
- L'évacuation des copeaux devient essentielle. Un montage horizontal la favorise, tout comme l'arrosage ou l'air comprimé
- Pour les rainures profondes et étroites, il est recommandé d'utiliser un foret qui offre une meilleure évacuation des copeaux et une longueur de saut plus importante
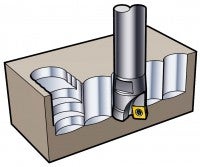
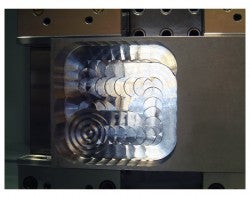
Cavités / poches
- L'évacuation des copeaux est critique, comme dans les rainures fermées
- Utiliser un montage horizontal et un liquide de coupe ou de l'air comprimé
- On obtient une meilleure évacuation des copeaux en perçant un trou de départ le plus grand possible. 1.5 x DC recommandé
- Réduire l'avance pour les deux premières plongées
- Progresser latéralement pour éviter le rainurage dans le plein
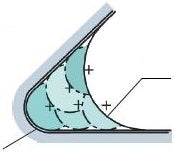
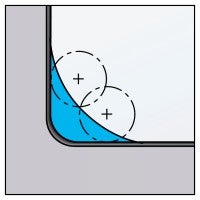
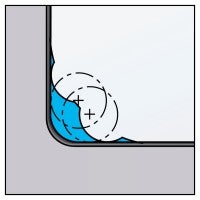
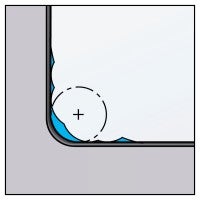
Angles
L'enlèvement de la matière restante par tréflage après une opération d'ébauche dans des angles à 90 degrés profonds peut s'avérer avantageux.
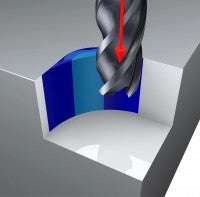
DC = 12.7 mm
Rayon de départ = 16 mm
Rayon final = 6 mm
Usinage d'angles
Tréflage
Qu’est-ce que le tréflage ? Le tréflage est une méthode efficace pour dégrossir... chevron_right
Méthodes d'effeuillage
Ces méthodes de fraisage ont été développées, à l'origine, pour l'ébauche et la semi-finition... chevron_right
Gorges frontales
Lorsqu'on réalise une rainure axiale sur la face d'un composant, il convient de choisir... chevron_right
Tronçonnage
Conseils pour le tronçonnage : comment utiliser les outils de tronçonnage Dans... chevron_right
