
Effeuillage et fraisage trochoïdal

Ces méthodes de fraisage ont été développées, à l'origine, pour l'ébauche et la semi-finition des matières difficiles comme les aciers trempés ISO H et les superalliages réfractaires ISO S, mais elles peuvent aussi servir dans d'autres matières, surtout en cas d'application sensible aux vibrations.
Le fraisage trochoïdal sert surtout pour l'usinage de rainures.
L'effeuillage sert généralement pour la semi-finition d'angles.
Ces deux méthodes sont à la fois très sûres et productives.
Ces techniques sont basées sur une profondeur de coupe radiale, ae, faible présentant les caractéristiques suivantes :
- Faible force de coupe radiale, peu exigeante en termes de stabilité, autorisant une profondeur de coupe, ap, importante.
- Une seule dent en coupe à la fois, tendance réduite aux vibrations.
- Chaleur réduite dans la zone de coupe en raison du temps de contact court, possibilité de vitesses de coupe plus élevées.
- Copeaux de faible épaisseur, hex, avance élevée, fz.
Choix des outils
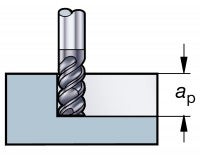
La technique de l'effeuillage peut aussi servir avec les fraises cylindriques deux tailles qui combinent une petite profondeur de coupe radiale ae et une grande profondeur de coupe axiale ap.
Mise en œuvre de l'effeuillage et du fraisage trochoïdal
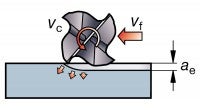
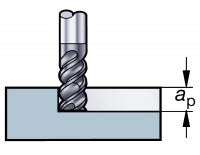
L'effeuillage utilise une vitesse de coupe, vc, et une profondeur de coupe axiale, ap, plus élevées mais avec un faible engagement radial, ae, et une faible avance à la dent, fz. Cela est rendu possible pas :
- Paramètre Faible épaisseur des copeauxPetit arc d'engagement
- Effet Force de coupe et déflexion plus faiblesTempérature moins élevée dans la zone de coupe
- Avantage Plus grande profondeur de coupe axialeVitesse plus élevée
Fraisage trochoïdalChamp d'applications
Méthode excellente pour l'usinage de rainures si les vibrations sont un problème ; Méthode aussi adaptée au fraisage ébauche de cavités, poches ou rainures confinées.Définition
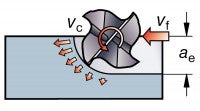
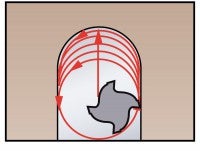
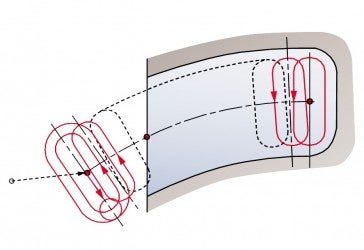
Le fraisage trochoïdal peut se définir comme l'interpolation circulaire, mais avec un mouvement en avant simultané. La fraise enlève des « tranches » successives de matière en suivant une trajectoire en spirale continue dans le sens radial.
Cette méthode demande une programmation spécialisée et une machine dotée de certaines capacités.
Programmation avec interpolation circulaire en entrée et en sortie avec faible profondeur de coupe radiale, w. Les avantages de cette méthode sont les suivants :
- Arc d’engagement contrôlé et faibles forces de coupe autorisant des profondeurs de coupe axiales élevées.
- La totalité de la longueur des arêtes de coupe est utilisée. La chaleur et l’usure sont donc uniformes et réparties régulièrement. La durée de vie est plus longue qu’en fraisage conventionnel.
- Comme l’arc d’engagement est court, on peut utiliser des outils multi-goujures avec des avances de table importantes tout en conservant une durée de vie d’outil fiable.
- La profondeur de coupe radiale ae ne doit pas dépasser 20% du diamètre de la fraise.
ap ≤ 2 x Dc
ae = petite
vf = grande
vc = jusqu'à 10 fois celle des méthodes conventionnelles.
Pour les largeurs de gorges inférieures à 2 x Dc
L'outil est programmé sur une trajectoire en spirale continue avec avance dans la direction radiale pour former une gorge ou un profil. L'avance est constante et la profondeur de coupe radiale varie constamment. L'outil est hors de coupe 50% du temps.Considérations
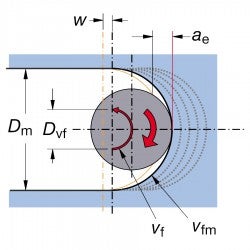
1) La coupe radiale change constamment. Elle est plus élevée que le saut programmé sur w à l'immersion maximale.
2) Il est important que le rapport entre le diamètre de la fraise et la largeur de la gorge soit inférieur à 70 % et que la profondeur de coupe radiale (w) soit inférieure à 10 % de Dc.
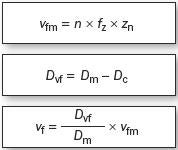
3) L'avance est constante mais l'avance du centre de l'outil (vf) diffère de celle de la périphérie (vfm). Si l’avance programmée est celle du centre de l’outil, il faut calculer l’avance périphérique.
Conditions de coupe
- Diamètre fraise maxi.Dc = 70% de la largeur de la rainure
- Sautw = maxi. 10% Dc
- Coupe radiale maxi.ae = 20% Dc
- Coupe axialeap = jusqu'à 2 x Dc
- Avance par dent de départ fz = 0.1 mm
Calculer l'avance programmée vf
Indications sur les applications de fraisage trochoïdal
Le fraisage trochoïdal est un process beaucoup plus sûr que le rainurage ou le tréflage utilisés traditionnellement. La durée de vie de l’outil est supérieure et le coût de l’outillage inférieur en remplaçant un outil de 8 mm par un outil de 12 mm.Gorges d'une largeur supérieure à 2 x Dc
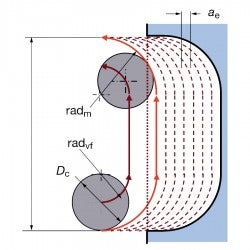
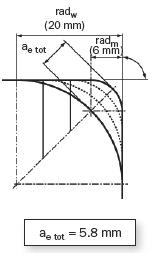
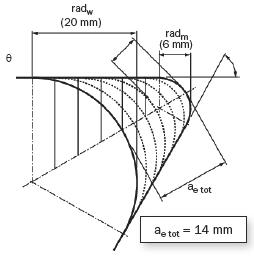
Une trajectoire en spirale continue semblable à celles que l'on programme pour les gorges étroites où l'outil est hors coupe 50 % du temps peut être optimisée lorsque la gorge s'élargit :
- Interpolation circulaire en entrée – rayon programmé (radm) = 50% de Dc.
- G1 avec ae = 0.1 x Dc.
- Interpolation circulaire en sortie – rayon programmé (radm) = 50% de Dc.
- Déplacement rapide jusqu’à la position suivante.
- Répétition du cycle.
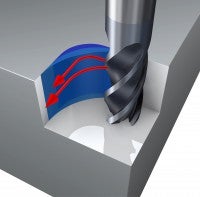
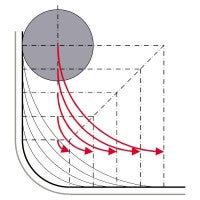
Effeuillage - fraisage d'angles
Domaines d'application
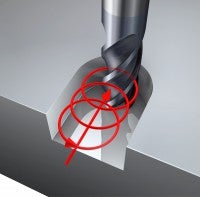
L'effeuillage est une technique de semi-finition utilisée dans les angles que les outils de plus grand diamètre utilisés dans les opérations précédentes ne peuvent pas atteindre.Définition
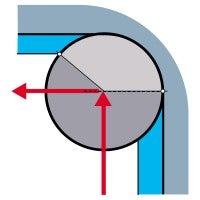
Contrairement au fraisage trochoïdal, il n’y a pas d’interpolation circulaire en entrée ni en sortie. La coupe radiale part d’une profondeur nulle, atteint la profondeur maximale au milieu et retrouve une profondeur nulle en sortie.
Des passes successives permettent de retirer la matière en conservant une immersion radiale et un angle d’engagement faibles et constants ainsi que des forces de coupe faibles.Points importants :
Réduction de l’avance dans les angles :
- Comme toujours en cas de contournage, si l'avance programmée est celle du centre de l'outil, vf, elle doit être réduite pour compenser l'avance périphérique, vfm, et conserver une avance à la dent constante.
- La profondeur de coupe peut être trop importante pour pouvoir conserver une avance aussi élevée que dans une coupe rectiligne. Ceci dépend du rapport entre le diamètre de la fraise et le rayon de l'angle.
- Le ratio entre le diamètre de la trajectoire programmée, Dvf, et le diamètre du trou, Dm, augmente à l'approche du rayon de l'angle fini, il faut donc que l'avance soit progressivement réduite à chaque passe successive.
- Le risque est que le process devienne instable et que des vibrations apparaissent.
- Pour réussir le fraisage des angles intérieurs, il est essentiel d'avoir une machine avec une bonne stabilité dynamique et un contrôle de la réduction de l'avance centrale.
Effeuillage
Conventionnel

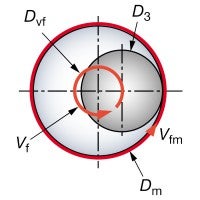
Dvf et vf réduisent constamment à chaque passe
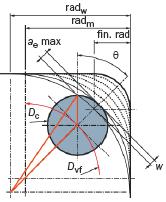
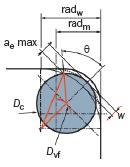
w = Saut radial
radm = Rayon final de la pièce
radw = Rayon de départ de la pièce
Même si le rayon de départ et le rayon final sont identiques, le nombre de passes varie en fonction de l'angle. Pour les angles de moins de 60°, il peut être utile d'utiliser le tréflage avec un foret à tréfler.Angle
Tréflage
Comment réussir le tréflage ? Dans le tréflage, la coupe se fait en bout et non... chevron_right
Fraisage d'épaulements
Les opérations de fraisage d'épaulements comprennent : Surfaçage-dressage Contournage... chevron_right
Fraisage de différentes matières
Fraisage des aciers L'usinabilité des aciers varie en fonction des éléments d'alliage,... chevron_right
Carters de turbines
Usinage gagnant pour les carters de turbines dans la production d'électricité La... chevron_right
