
Comment réduire les vibrations lors du fraisage

Des vibrations peuvent survenir en raison des limites de l'outil, de l'attachement, de la machine, de la pièce ou du bridage. Plusieurs stratégies permettent de réduire les vibrations.
L'outil
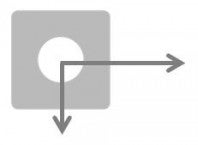
- Avec une fraise à 90°, l'effort dominant s'exerce dans la direction radiale. Ceci provoque une déflexion de l'outil si le porte-à-faux est important. A l'opposé, l'effort axial est faible, ce qui est avantageux en cas de fraisage d'une pièce à parois minces sensible aux vibrations.
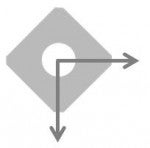
- Avec une fraise à 45°, les forces axiales et radiales sont équilibrées.
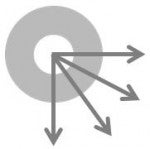
- Avec les fraises à plaquettes rondes, la plus grande partie de l'effort s'exerce dans l'axe de la broche, surtout si la profondeur de coupe est faible. De la même manière, les fraises à 10° dirigent les forces de coupe principalement vers la broche, ce qui réduit les vibrations en cas de grande longueur de porte-à-faux.
- En surfaçage, la direction de l’effort de coupe doit être prise en compte :
- Sélectionner le plus petit diamètre de fraise possible pour l'opération
- DC doit être 20 à 50 % plus grand que ae
- Choisir un grand pas ou un pas différentiel
- Les fraises de faible poids sont avantageuses, par exemple avec un corps en aluminium.
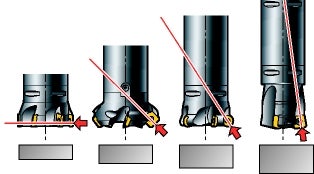
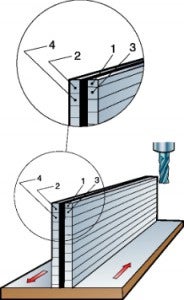
Avec les pièces à parois minces ou instables, utiliser un grand angle d'attaque pour que l'effort de coupe soit faible dans le sens axial.
Avec les grands porte-à-faux, utiliser un angle d'attaque plus petit pour que l'effort de coupe soit dirigé dans le sens axial.
Attachement de l'outil
Le système d'outillage modulaire Coromant Capto® permet de créer des assemblés de la longueur requise tout en conservant une bonne stabilité et le plus faible faux-rond.
- L'ensemble outil-attachement doit être le plus rigide et le plus court possible.
- Sélectionner la plus grande taille possible d'adaptateur.
- Utiliser des adaptateurs Coromant Capto® avec les fraises surdimensionnées pour éviter les adaptateurs de réduction.
- Pour les petites fraises, utiliser un adaptateur conique si possible.
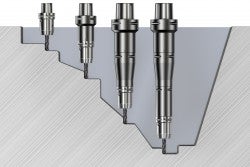
- Dans les opérations où la dernière passe a lieu en profondeur, à l'intérieur de la pièce, remplacer l'outil par un assemblé plus long à une position prédéfinie. Adapter les conditions de coupe à chaque longueur d'outil.
- Pour les vitesses de broche supérieures à 20 000 tr/min, utiliser des outils et attachements équilibrés.

Fraises surdimensionnées
Toujours utiliser l'outil avec le porte-à-faux le plus court possible.
Augmenter la longueur progressivement.
Fraises antivibratoires Silent Tools
Lorsque la longueur de l'outil dépasse quatre fois son diamètre, les vibrations deviennent plus importantes et les adaptateurs antivibratoires Silent Tools peuvent améliorer considérablement la productivité.

L'arête de coupe
Réduction des forces de coupe :
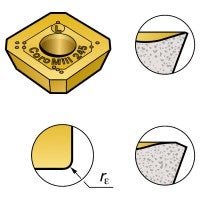
- Choisir une géométrie de coupe légère, -L, avec des arêtes vives, ainsi qu'une nuance avec un revêtement fin.
- Utiliser des plaquettes avec un petit rayon d'angle et un petit biseau plan.
L'ajout de dispositifs antivibratoires peut contribuer à réduire les vibrations. Utiliser une géométrie d'arête plus négative et une arête légèrement usée.
Conditions de coupe et programmation de la trajectoire de l'outil
- Toujours décaler la fraise par rapport à l'axe de la surface à fraiser.
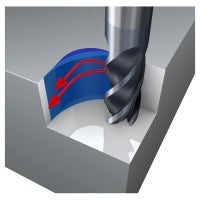
- Avec les fraises hérisson avec un KAPR de 90° et les fraises en bout, utiliser un faible engagement radial : max ae= 25% DC, et un grand engagement axial : max ap = 100% De
- En surfaçage, utiliser une faible profondeur de coupe, ap, et une avance, fz, élevée avec les plaquettes rondes et les fraises grande avance dont l'angle d'attaque est faible.
- Eviter les vibrations dans les angles en programmant un grand rayon - voir la rubrique sur le fraisage des angles.
- Si l'épaisseur des copeaux est trop petite, les arêtes frottent et ne coupent plus, ce qui provoque des vibrations. Dans ce cas, il faut augmenter l’avance à la dent pour y remédier.
La machine-outil

L'état de la machine-outil a une grande influence sur les risques de vibrations. Une usure excessive des roulements de la broche ou du mécanisme d'avance peut dégrader les résultats de l'usinage. Utiliser une stratégie d'usinage et contrôler la direction des forces de coupe en fonction de la stabilité de la machine.
Toute broche possède naturellement des zones où le risque de vibrations est plus élevé. Les zones de coupe stables s'appellent les lobes de stabilité. Ils augmentent avec la vitesse de rotation. Même une faible augmentation de la vitesse de rotation, par exemple 50 tr/min, peut éliminer les vibrations et donne un process plus stable.
La pièce et son bridage
Eléments à prendre en compte pour le fraisage de pièces avec des parois ou une base minces, ou avec un bridage faible :
- Le bridage doit être proche de la table.
- Optimiser la trajectoire de l'outil et choisir le sens de l'avance en direction des parties les plus stables du bridage.
- Eviter l'usinage dans la direction des parties de la pièce les moins bien soutenues.
- Le fraisage en opposition peut réduire les risques de vibrations si le bridage et/ou la pièce sont faibles dans une direction donnée.
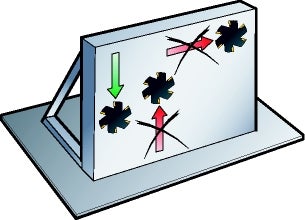
En cas de bridage faible, orienter l'avance vers
la table machine.
Nota : la première passe doit être faite à la
moitié de la profondeur de coupe de la seconde, troisième, etc.
Voir la rubrique sur les causes et solutions des problèmes de vibrations.
Résolution des problèmes
Les solutions possibles aux problèmes de vibrations, de bourrages de copeaux, de... chevron_right
Grandes longueurs de porte-à-faux - considérations
Lors de l'usinage avec des longueurs de porte-à-faux de quatre fois le diamètre de... chevron_right
Silent Tools™ pour l'alésage
Les problèmes dus aux vibrations sont fréquents en alésage et dans d'autres opérations,... chevron_right
Silent Tools pour le fraisage
De nombreuses pièces et machines-outils requièrent des assemblés longs pour garantir... chevron_right
