
Gorges frontales

Lorsqu'on réalise une rainure axiale sur la face d'un composant, il convient de choisir les bons outils. Le rayon de courbure de la rainure déterminera la courbe de l'outil. L'évacuation des copeaux peut être un problème dans l'usinage de gorges frontales en raison de la courbure de la gorge. Les copeaux peuvent se coincer dans la gorge et provoquer la rupture de la plaquette, ce qui compromet la sécurité du process.
Comment sélectionner un outil approprié pour les gorges frontales
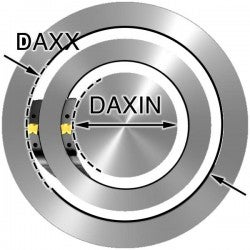
Plage de diamètres (DAXIN et DAXX)
Choisir la plage de diamètres de première passe (DAXIN et DAXX). Utiliser un outil avec le plus grand diamètre possible pour la gorge à usiner. Plus le diamètre est grand, moins la courbe est importante et l'outil est donc plus rigide et stable. Le contrôle des copeaux est aussi meilleur.
Profondeur de coupe (CDX)
Toujours utiliser un outil avec la profondeur de coupe (CDX) la plus faible possible pour profiter d'une meilleure stabilité.
Largeur de plaquette (CW)
Utiliser la plus grande largeur de plaquette et d'outil pour la gorge à usiner. Plus l'outil est large, plus la rigidité et la stabilité sont bonnes.

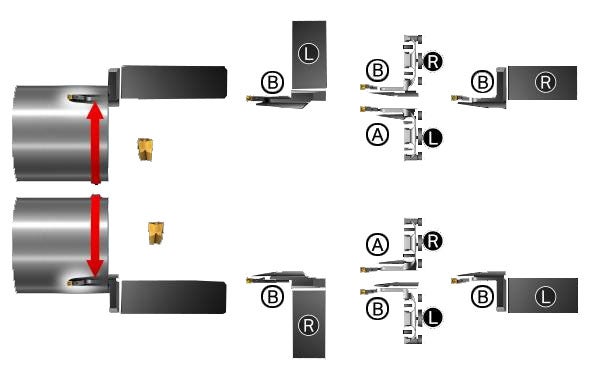
Sens de coupe de l'outil et type de courbe
Sélectionner le bon outil (courbe A ou B, type à gauche ou à droite), en fonction de la configuration de la machine et de la rotation de la pièce
- Courbe A = Usinage intérieur
- Courbe B = Gorges frontales jusqu'au cylindre central
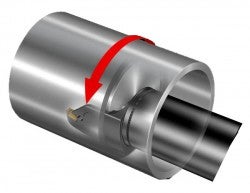
Courbe A
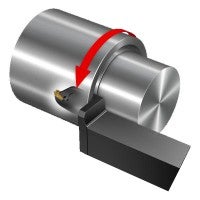
Courbe B
Porte-outils recommandés
Pour les gorges frontales, le choix d'un porte-plaquette doit tenir compte des paramètres suivants :
- Choix de l'interface machine. Choix entre une solution modulaire ou non, comme un manche QS
- Porte-outil à 0° ou à 90°
- Outil en version à droite ou à gauche. Ceci dépend de vos choix précédents

porte-outil 0°

porte-outil 90°
Droite ou Gauche ?
Choisir un outil à droite ou à gauche en fonction des choix précédents.
Pour les meilleurs résultats dans l'usinage de gorges frontales, il est recommandé de faire appel à un système spécifiquement conçu pour cette opération, comme CoroCut QF. Pour plus de conseils sur le choix d'un outil pour les gorges frontales, rendez-vous à la page produit spécifique, ou consultez CoroPlus® ToolGuide
Outils Tailor Made
Les outils standard pour les gorges frontales sont conçus de manière à couvrir une plage de diamètres de première passe. Pour obtenir un outil optimisé pour la gorge à usiner, vous pouvez investir dans un porte-outil sur mesure. Cette lame est fabriquée sur mesure pour un diamètre donné de première passe et a une courbe régulière plus rigide que les lames standard qui ont un profil en virgule (voir image). La profondeur de coupe et le diamètre de première passe peuvent être réglés exactement en fonction des besoins afin de profiter d'un outil optimisé pour les gorges frontales.

Porte-outil standard
Plus grande rigidité de l'outil

Porte-outil sur mesure
Comment sélectionner le bon outil pour les gorges frontales ?

Pour les gorges frontales, il est important de choisir un porte-plaquette adapté à la plaquette utilisée. En effet, le porte-plaquette doit épouser la courbe de la gorge. Le contrôle des copeaux est essentiel pour les gorges frontales ; les copeaux doivent être assez longs pour ne pas se coincer dans la gorge mais suffisamment courts pour éviter qu'ils ne s'enroulent autour de l'outil ou de la pièce.
Usinage de gorges frontales
Stratégies
Ébauche
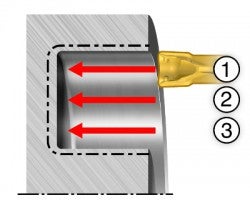
Toujours commencer par le plus grand diamètre (1) et progresser vers le centre. La production d'un copeau continu est préférable à ce stade pour éviter les bourrages dans la gorge étroite. Appliquer des micro interruptions si des copeaux plus courts sont nécessaires. Les passes suivantes (2, 3) doivent couper 0.5‒ 0.8 × largeur de la plaquette. Comme les copeaux sortent plus facilement à ce stade, l'avance peut être augmentée de 30‒50%. En général, les copeaux sont plus courts à ce stade.
Gorges profondes
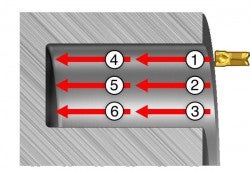
Il est recommandé d'usiner les gorges profondes (>25 mm (0.984 pouce)) en deux étapes :
- Usiner une gorge de la moitié de la profondeur à la largeur requise (1, 2, 3)
- Usiner la pleine profondeur (4, 5, 6)
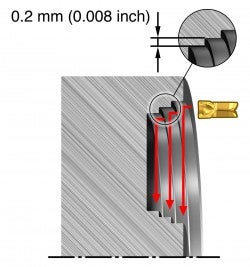
Ébauche avec tournage latéral
p
Le tournage latéral offre un meilleur contrôle des copeaux avec une fragmentation plus favorable. Commencer sur le plus grand diamètre et progresser vers le centre. Ne pas appliquer l'avance contre la paroi, laisser un épaulement de 0.2 mm (0.008 pouce) entre chaque passe. Le tournage latéral est plus stable que la coupe avec avance axiale. Utilisez le tournage latéral pour éviter les vibrations. Attention : le tournage latéral est moins productif que la coupe axiale car la profondeur de coupe (a) est moins grande
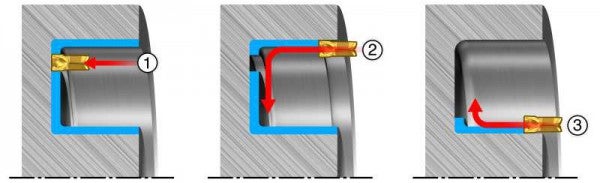
Finition
Il est toujours difficile d'obtenir un bon contrôle des copeaux en finition, surtout lors de l'usinage de congés. Il est important de retirer la matière à enlever en trois passes.
- Effectuer une première coupe axiale à proximité du rayon de l'angle sur le plus grand diamètre
- Commencer la seconde passe sur le plus grand diamètre et progresser vers le rayon de l'angle du diamètre intérieur
- La troisième passe permet de terminer le diamètre intérieur et le rayon de l'angle
Arrosage de précision

Utiliser les outils pour les gorges frontales avec un arrosage de précision même si la pression de liquide de coupe disponible dans la machine est limitée (7 – 10 bars (102‒145 PSI)). L'arrosage de précision améliore l'évacuation des copeaux et réduit les risques de bourrages dans la gorge, surtout si elle est profonde. Utilisez la plus grande pression d'arrosage possible (jusqu'à 80 bars (1160 PSI)) pour profiter d'un bon contrôle et d'une bonne évacuation des copeaux.
Mise en œuvre
Courbe A Usinage intérieur Courbe B Gorges frontales jusqu'au cylindre central Utiliser... chevron_right
Gorges intérieures
La longueur du porte-à-faux de l'outil et l'évacuation des copeaux sont deux des... chevron_right
Solutions pour les gorges
L'usinage de gorges dans les pièces pour la production d'électricité demande des... chevron_right
CoroBore 825 SL pour les gorges frontales
L'usinage de gorges avec CoroBore SL est une alternative productive au fraisage.... chevron_right
