Jyrsinnän laskukaavoja ja määritelmiä
Hae työkalu käsillä olevaan työhön, saat
lastuamisarvosuositukset saman tien.
Siirry CoroPlus® ToolGuide -ohjelmaan
Olemme keränneet tähän yleisimpiä jyrsintäprosessiin, jyrsimiin ja jyrsintämenetelmiin liittyviä laskukaavoja ja määritelmiä. Jyrsinnän onnistumisen kannalta on tärkeää, että lastuamisnopeus, teräkohtainen syöttö ja lastuvirta lasketaan oikein.
f Pöytäsyöttö, v (mm/min) | f Pöytäsyöttö, v (in/min) |
 |  |
c Lastuamisnopeus, v (m/min) | c Lastuamisnopeus, v (ft/min) |
 |  |
| Karanopeus, n (r/min) | Karanopeus, n (rpm) |
 |  |
z Hammassyöttö, f(mm) | z Hammassyöttö, f (in) |
 |  |
n Syöttö/kierros, f (mm/r) | n Syöttö/kierros, f (in/r) |
 |  |
3 Lastuvirta, Q (cm/min ) | 3 Lastuvirta, Q (in/min ) |
 |  |
c Nettoteho, P (kW) | c Nettoteho, P (HP) |
 |  |
c Vääntömomentti, M(Nm) | c Vääntömomentti, M(lbf ft) |
 |  |
| ae | Radiaalinen lastuamissyvyys | mm | in |
| ap | Aksiaalinen lastuamissyvyys | mm | in |
| DCap | Lastuamishalkaisija lastuamissyvyydessä ap | mm | in |
| Dm | Koneistushalkaisija (työkappaleen halkaisija) | mm | in |
| fz | Hammassyöttö | mm | in |
| fn | Syöttö/kierros | mm/r | in |
| n | Karanopeus | r/min | rpm |
| vc | Lastuamisnopeus | m/min | ft/min |
| ve | Tehollinen lastuamisnopeus | mm/min | in/min |
| vf | Pöytäsyöttö | mm/min | in/min |
| zc | Tehollinen hammasluku | kpl | kpl |
| hex | Maksimilastunpaksuus | mm | in |
| hm | Keskilastunpaksuus | mm | in |
| kc | Ominaislastuamisvoima | N/mm2 | N/in2 |
| Pc | Nettoteho | kW | HP |
| Mc | Kiristysmomentti | Nm | lbf ft |
| Q | Lastuvirta | cm3/min | in3/min |
| KAPR | Asetuskulma | astetta | |
| PSIR | Asetuslisäkulma | astetta | |
| BD | Rungon halkaisija | mm | in |
| DC | Lastuamishalkaisija | mm | in |
| LU | Käyttökelpoinen pituus | mm | in |
Jyrsintäprosessi – määritelmät
Lastuamisnopeus, vc
Teräsärmän pintanopeus suhteessa lastuttavaan kappaleeseen.
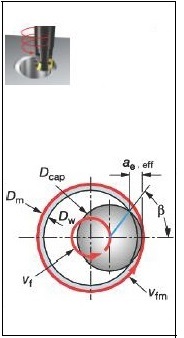
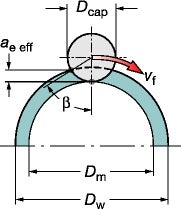
Tehollinen/todellinen lastuamisnopeus, ve
Ilmaisee jyrsimen pintanopeuden tehollisella halkaisijalla (DCap). Arvoa tarvitaan todellisten lastuamisarvojen laskemiseen tehollisessa lastuamissyvyydessä (ap). Arvo on erityisen tärkeä koneistettaessa pyöreäteräisillä jyrsimillä, sädevarsijyrsimillä ja kaikilla jyrsimillä, joissa on iso nirkonsäde, sekä jyrsimillä, joiden asetuskulma on alle 90°.
Karanopeus, n
Ilmaisee, kuinka monta kertaa jyrsin pyörähtää akselinsa ympäri minuutissa. Karanopeus lasketaan tarvittavan lastuamisnopeuden perusteella.
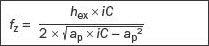
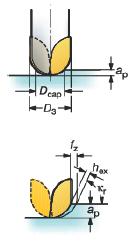
Hammassyöttö, fz
Hammassyötön avulla lasketaan pöytäsyöttö. Hammassyöttö lasketaan suositellun maksimilastunpaksuuden perusteella.
Syöttö/kierros, fn
Apusuure, joka kertoo, kuinka pitkän matkan jyrsin liikkuu yhden pyörähdyksensä aikana. Kierrossyöttöä käytetään varsinkin syöttölaskelmissa. Sen avulla tarkastellaan usein jyrsimen soveltuvuutta viimeistelyyn.
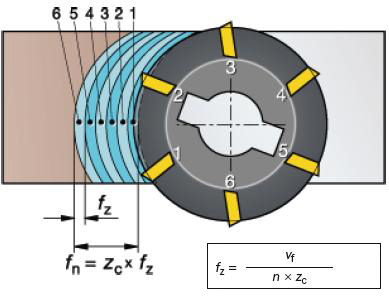
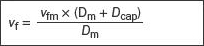
Minuuttikohtainen syöttö, vf
Tämä lastuamisarvo tunnetaan myös pöytä- ja konesyötön nimellä. Se on liikenopeus, jolla jyrsintä syötetään työkappaleeseen. Syöttö ilmoitetaan etäisyytenä aikayksikköä kohti. Sen kanssa läheisesti yhteydessä olevia parametreja ovat teräkohtainen syöttö eli terä- tai hammassyöttö ja jyrsimen terien lukumäärä. Jyrsimen terien lukumäärä (zn) vaihtelee huomattavasti. Terien kokonaismäärän perusteella määritellään pöytäsyöttö. Terien tehollinen määrä (zc) puolestaan kertoo, kuinka monta terää käytännössä kulloinkin lastuaa kappaletta. Kierroskohtainen syöttö (fn, mm/r tai in/r) on suure, jota käytetään varsinkin syöttölaskelmissa ja josta usein riippuu jyrsimen soveltuvuus viimeistelyyn.
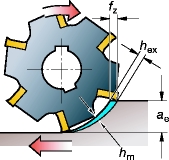
Maksimilastunpaksuus, hex
Kuvaa, kuinka syvältä jyrsin lastuaa, koska riippuu arvoista (fz), (ae) ja (kr). Lastunpaksuudella on merkitystä päätettäessä teräkohtaisesta syötöstä, sillä sen avulla voidaan valita mahdollisimman tuottava pöytäsyöttö.
Keskilastunpaksuus, hm
Hyödyllinen arvo määritettäessä ominaislastuamisvoimaa, jota tarvitaan teholaskelmiin.
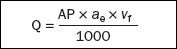
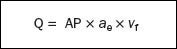
Lastuvirta, Q (cm3/min)
Osoittaa, kuinka monta kuutiomillimetriä (in3/min) ainetta poistetaan minuuttia kohti. Lastuvirta lasketaan lastuamissyvyyden ja -leveyden sekä syötön perusteella.
Ominaislastuamisvoima, kct
Materiaalikohtainen vakio, jota käytetään teholaskelmissa. Yksikkö on N/mm2.
Koneistusaika, Tc (min)
Koneistettava matka (lm) jaettuna pöytäsyötöllä (vf).
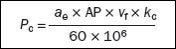
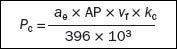
Nettoteho, Pc ja hyötysuhde, ηmt
Työstökoneeseen liittyviä arvoja, joiden avulla varmistetaan konetehon riittävyys suunnitellulle jyrsimelle ja työlle.
Jyrsintämenetelmät – määritelmät
Vino sisäänsyöttö suoralla radalla
Jyrsintä syötetään suoraviivaisesti aksiaali- ja radiaalisuunnassa.
Ympyräinterpolaatio
Jyrsin kiertää ympyränmuotoista työstörataa, Z-taso pysyy samana.
Nousuinterpolaatio
Jyrsin kiertää ympyränmuotoista työstörataa ja sitä syötetään Z-akselilla.
Porrasjyrsintä
Jyrsintä siten, että Z-taso pysyy vakiona.
Kärkijyrsintä
Koneistetaan radiaalisesti pyöreäteräisen jyrsimen tai sädevarsijyrsimen otsapinnalla, pienellä lastuamissyvyydellä, ei kuitenkaan jyrsimen keskiöllä.
Pykälä
Muotojyrsinnässä työkappaleen pintaan jäävä aaltokuvio.
Jyrsinkaavoja
Kaavoja jyrsimille, joissa on suorasärmäiset terät
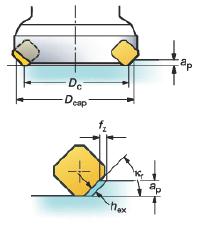

Maks. jyrsimen halkaisija tietyllä lastuamissyvyydellä (mm)
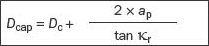
Tasojyrsintä (keskitetty työkappale), suora särmä ja sivujyrsintä (ae > Dcap/2) mm

Sivujyrsintä (ae < Dcap/2), suora särmä mm
Kaavoja pyöreäteräisille jyrsimille
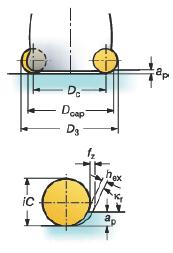
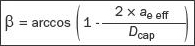
Maks. jyrsimen halkaisija tietyllä lastuamissyvyydellä (mm)
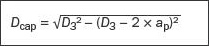
Tasojyrsintä, pyöreä terä (ae > Dcap/2) (mm)
Sivujyrsintä (ae < Dcap/2) ja pyöreä terä (ap < iC/2) mm

Sädevarsijyrsimet
Maks. jyrsimen halkaisija tietyllä lastuamissyvyydellä (mm)
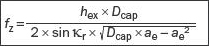
Teräkohtainen syöttö (mm/terä) jyrsin keskitettynä
Teräkohtainen syöttö (mm/terä), sivujyrsintä
Sisäpuolinen nousuinterpolaatio (3 akselia) tai ympyräinterpolaatio (2 akselia)
Laskennallinen versio

Kehäsyöttö (mm/min)
Jyrsimen keskiön syöttö (mm/min)
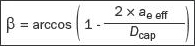
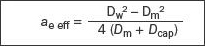
Radiaalinen lastuamissyvyys (mm)
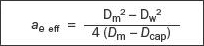
Umpinaisessa työkappaleessa, jossa Dw = 0 ja ae eff = Dm/2
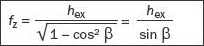
Syöttö/terä (mm)

Reikää väljennettäessä
Syöttö/terä (mm)
Nousuinterpolaatio umpinaiseen työkappaleeseen
Nousu- tai ympyräinterpolaatio reiän väljentämiseksi
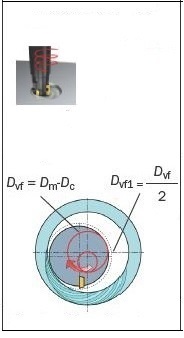
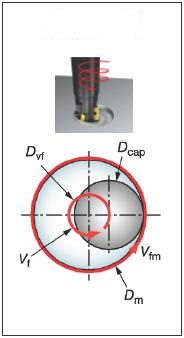
Ympyräinterpolaatio, jossa työstörataan on ohjelmoitu kaareva lähestymisliike, Dvf1
Kaavoja ulkopuoliseen nousuinterpolaatioon (3 akselia) ja ympyräinterpolaatioon (2 akselia)
Laskennallinen versio
Kehäsyöttö (mm/min)
Jyrsimen keskiön syöttö (mm/min)

Syöttö/terä (mm)

Jyrsinterien määritelmiä
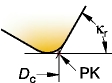
Terägeometria
Teräsärmän geometriaa määrittää kaksi olennaista kulmaa:
-
rintakulma (γ)
-
teroituskulma (β)
Keveään, keskiraskaaseen ja raskaaseen jyrsintään on kehitetty omat makrogeometriansa:
-
L-geometrian (Light, kevyt) särmä on positiivisempi, mutta myös heikompi (iso γ, pieni β)
-
H-geometriassa (Heavy, raskas) on lujempi, mutta myös negatiivisempi särmä (pieni γ, iso β)
Makrogeometria vaikuttaa useisiin lastuamisparametreihin. Lujasärmäinen terä kestää suurempaa kuormitusta, mutta kehittää myös isommat lastuamisvoimat ja enemmän lämpöä sekä vaatii enemmän konetehoa. Lastuttavan materiaalin mukaan optimoidut geometriat on merkitty ISO-luokituksen mukaan. Esimerkiksi valuraudoille tarkoitetut geometriat on merkitty seuraavasti: -KL, -KM ja -KH.

| | Geometria | | |
|---|---|---|---|
| Parametri | L | M | H |
| Särmälujuus | Pieni | Keskisuuri | Suuri |
| Lastuamisvoimat | |||
| Tehontarve | |||
| Maks. lastunpaksuus | |||
| Lämpö |
Nirkon malli
Jyrsityn pinnan kannalta teräsärmän tärkein osa on tasoviiste bs1 tai ko. mallisissa terissä kupera wiper-viiste bs2, tai nirkonsäde rε.
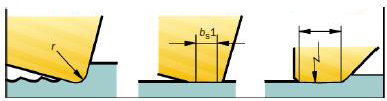
Nirkonsäde, r Tasoviiste (bs1)Wiper-viiste (bs2)
Jyrsimien määritelmiä
Asetuskulma, (kr) (astetta)
Pääsärmän asetuskulma (kr) on tärkeimpiä parametrejä, sillä se vaikuttaa lastuamisvoimien suuntiin ja lastunpaksuuteen.
Jyrsimen halkaisija, Dc (mm)
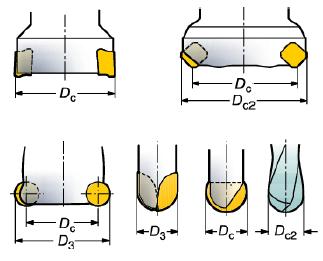
Jyrsimen halkaisija (Dc) mitataan kohdasta PK, jossa pääteräsärmä kohtaa tasoviisteen.
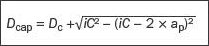
Käytännössä tärkein halkaisija on (Dcap) eli jyrsimen tehollinen halkaisija, joka mitataan lastuamissyvyydeltä (ap). Sen avulla lasketaan todellinen lastuamisnopeus. D3 on terän suurin halkaisija ja joissakin jyrsimissä sama kuin Dc.
Lastuamissyvyys – ap (mm)
Lastuamissyvyys (ap) on koneistamattoman ja koneistetun halkaisijan ero aksiaalisuunnassa. Maksimi- ap-arvoa rajoittavat lähinnä terän koko ja koneen teho.
Rouhinnassa myös koneen vääntökapasiteetti on kriittinen tekijä ja viimeistelyssä värinäalttius.
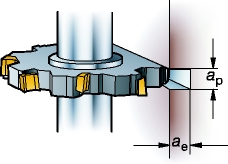
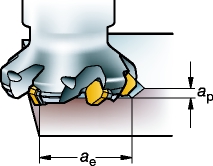
Lastuamisleveys, ae (mm)
Jyrsimen lastuavan osan leveys radiaalisuunnassa (ae) Tämä on kriittinen parametri pistojyrsinnässä sekä värinäalttiuden kannalta myös nurkkien jyrsinnässä, jossa ae:n maksimiarvoon tulee kiinnittää erityistä huomiota.
Lastuamisleveyden ja halkaisijan suhde, ae/Dc
Radiaalisuunnassa mitatun lastuamisleveyden ja jyrsimen halkaisijan välinen suhde (ae / Dc).
Tehollisten terien lukumäärä, zc
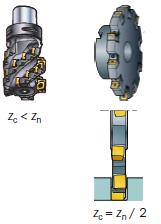
Tätä arvoa tarvitaan pöytäsyötön (vf) ja tuottavuuden laskemiseen. Teräluvulla on usein kriittinen vaikutus myös lastunpoistoon ja koneistuksen tukevuuteen.
Terien kokonaislukumäärä, zn
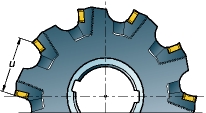
Lastuavien terien välinen etäisyys, u
Sandvik Coromantin jyrsimiin voidaan valita seuraavat teräjaot: harva (-L), tiheä (-M) ja erittäin tiheä (-H). Jos koodissa on lisäksi X-kirjain, jyrsimessä on hiukan vakiojakoa tiheämpi teräjako.
Differentiaalijako
Differentiaalijaossa jyrsimen terien väliset etäisyydet vaihtelevat, mikä ehkäisee tehokkaasti värinää.