
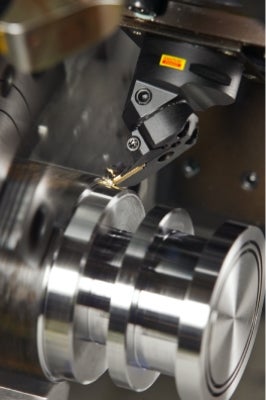
Usinagem de canais externos
Para a usinagem de canais, o objetivo é a alta produtividade. a usinagem de canais externos costuma exigir menos que os cortes e, por este motivo, é mais fácil alcançar a segurança do processo. Isso permite que o foco mude para melhoria da produtividade, especialmente em canais largos que levam mais tempo e têm maior impacto no tempo total de usinagem da peça do que canais pequenos.
Métodos de usinagem de canais externos
Para canais profundos, a segurança do processo pode ser um desafio devido aos longos balanços necessários, dificuldades tanto no escoamento dos cavacos quanto para garantir acesso da refrigeração à aresta de corte. A usinagem de canais simples é o método mais econômico e produtivo de produzir canais. Porém, se a profundidade do canal for maior que a largura da pastilha, o torneamento em mergulho, usinagem de múltiplos canais, usinagem em rampa ou perfilamento podem ser usados para produzir o canal. Para usinar canais externos, uma ferramenta com refrigeração de alta precisão é a primeira escolha.
Dicas de aplicação: como aplicar usinagem de canais externos
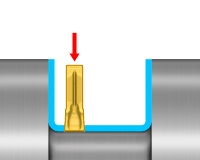
Canais de corte único
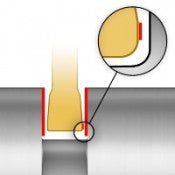
A usinagem de canais de corte único é um método econômico e produtivo de fazer canais. Ao aplicar o corte único, considere os seguintes aspectos:
- Se o acabamento superficial for muito importante, use a geometria da pastilha com tecnologia Wiper
- Certifique-se de usar uma pastilha com tolerâncias mais estreitas e o raio de canto e largura corretos. São recomendadas pastilhas retificadas (ex. -GF)
- Se trabalhar com produção em massa, use uma pastilha com o perfil e o chanfro corretos. Caso não a encontre no programa standard, veja nas pastilhas Tailor Made
Desbaste de canais largos
Os métodos mais comuns para produzir canais largos ou para tornear entre cantos a 90 graus são:
- Usinagem de canais múltiplos
- Torneamento em mergulho
- Usinagem em rampa
Todos os três métodos são operações de desbaste e devem ser seguidos por uma operação de acabamento separada.
A regra geral é: se a largura do canal for menor que a profundidade, use o método de usinagem de múltiplos canais; se ocorrer o contrário, use o torneamento em mergulho. Para peças delgadas, o método de usinagem em rampa pode ser usado.
Usinagem de canais múltiplos
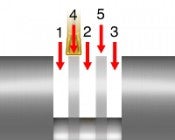
- Para canais largos e profundos (profundidade maior que a largura)
- Flanges deixadas para cortes finais (4 e 5) devem ser mais fina que a largura da pastilha (CW -2 x raios de canto)
- Aumente o avanço em 30-50% quando usinar flanges
- A geometria de primeira escolha é -GM
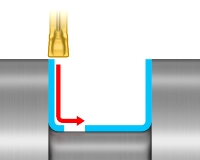
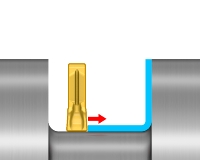
Torneamento em mergulho

- Para canais mais rasos e largos (largura maior que a profundidade)
- Não avance contra o canto a 90 graus
- A geometria de primeira escolha é -TF e -TM
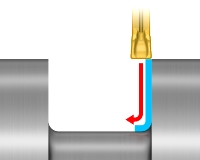
Usinagem em rampa (torneamento/perfilamento)

- Melhor controle de cavacos
- Minimize as forças de corte radiais e o desgaste tipo entalhe
- A geometria de primeira escolha é -RO e -RM
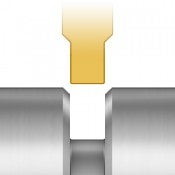
Torneamento de acabamento de um canal
- Opção 1: Usar uma geometria de torneamento
- Opção 2: Use uma geometria para perfilamento, ex. para canais com raios grandes
- Profundidade de corte axial e radial recomendada 0,5 -1,0 mm (0,02 -0,04 pol.)
Torneamento e usinagem de canais externos
Torneamento com pastilhas de cortes e canais
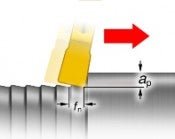
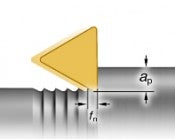
- No torneamento lateral, use uma profundidade do corte (ap) maior do que os raios de canto da pastilha
- Efeito Wiper − a faixa de avanço por profundidade do corte (fn/ap) deve ser relativamente alta para assegurar uma leve deflexão da ferramenta e da pastilha. Isto permite uma folga entre a aresta viva e a superfície usinada
- fn/ap muito baixos causam atrito da ferramenta, vibrações e acabamento superficial insatisfatório
- Máx. ap =75% da largura da pastilha
| Acabamento superficial | |||||
Ra µm | |||||
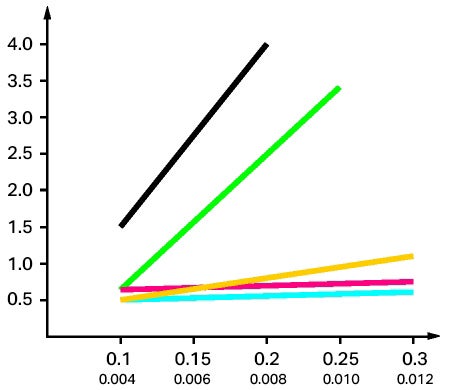 | |||||
Avanço, fn mm/r pol./r |
 | TNMG 160404 |
 | TNMG 160408 |
 | Pastilha de cortes e canais -5 mm -RM |
 | Pastilha de cortes e canais -4 mm -TF |
 | Pastilha de cortes e canais -6 mm -TM |
O diagrama mostra o acabamento superficial para pastilhas de corte e canais em comparação a uma pastilha TNMG com raio de canto 04 ou 08.
Torneamento de um canal
No torneamento lateral, a ferramenta e a pastilha devem defletir. Porém, a deflexão muito grande pode causar vibrações e quebra:
- A lâmina mais grossa diminui a deflexão
- O balanço mais curto (OH) diminui a deflexão (δ)
- Evite as operações de torneamento com ferramentas longas e/ou finas

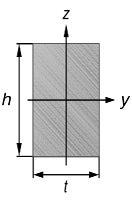
O balanço mais curto diminui a deflexão nas laterais
Saída para retífica e usinagem de canais externos
Uma operação de retífica ou rosqueamento é necessária em muitas peças. A folga é necessária para retificar ou rosquear em um canto a 90 graus; portanto, recomendamos usar pastilhas dedicadas para operações de abertura de saídas para retífica. Por exemplo: T-Max Q-Cut® e CoroCut® 1-2

Cortes e canais
Em cortes e canais, a segurança do processo e a produtividade são dois aspectos importantes.... chevron_right
Usinagem de canais internos
Os longos balanços e o escoamento de cavacos insatisfatório são dois desafios na... chevron_right
Canais ou fresamento de canais
Canais ou fresamento de canais é uma operação na qual o fresamento lateral e o faceamento... chevron_right
Perfilamento
O perfilamento é usado para usinar canais complexos. O acesso aos canais muitas vezes... chevron_right
