Poran kuluminen ja ongelmatilanteet
Ongelmatilanteet
- Kääntöteräpora
- Vaihtokärkipora
- Täyskovametallinen pora
Kääntöteräpora
Ylimittaiset reiät
Pyörivä pora
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Kokeile sitkeämpää kehäterän geometriaa (pidä sama keskiöterä)
Ei-pyörivä pora
- Tarkista sorvin ja poran keskiöinti
- Käännä poraa 180 astetta
- Kokeile sitkeämpää kehäterän geometriaa (pidä sama keskiöterä)
Alimittaiset reiät
Pyörivä pora
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Kokeile sitkeämpää keskiöterän geometriaa ja kevytleikkuista kehäterän geometriaa
Ei-pyörivä pora
- Tarkista sorvin ja poran keskiöinti
- Käännä poraa 180 astetta
- Kokeile keskiöterässä sitkeämpää geometriaa ja kehäterässä kevytleikkuista geometriaa
Tappi reiän pohjalla
Pyörivä pora
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Kokeile toista kehäterän geometriaa ja säädä syöttöä noudattaen suositusarvoja
- Pienennä poran vapaapituutta
Ei-pyörivä pora
- Tarkista sorvin ja poran keskiöinti
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä poran vapaapituutta
- Kokeile toista kehäterän geometriaa ja säädä syöttöä noudattaen suositusarvoja
Värinät
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin
- Pienennä lastuamisnopeutta
- Kokeile toista kehäterän geometriaa ja säädä syöttöä noudattaen suositusarvoja
Koneen vääntö ei riitä
- Pienennä syöttöä
- Valitse kevytleikkuinen geometria lastuamisvoimien pienentämiseksi
Riittämätön koneteho
- Pienennä lastuamisnopeutta
- Pienennä syöttöä
- Valitse kevytleikkuinen geometria lastuamisvoimien pienentämiseksi
Epäsymmetrinen reikä
Reiän pohja laajenee (lastu jumittuu keskiöterään)
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Kokeile toista kehäterän geometriaa ja säädä syöttöä noudattaen suositusarvoja
- Pienennä poran vapaapituutta
Lyhyt terän kestoikä

- Tarkista lastuamisarvot
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin ja tarkista pidin
- Tarkista kärjen/teräsijan ja ruuvin eheys
- Katso kulumismuodon mukaiset korjaustoimenpiteet
- Valitse mahdollisuuksien mukaan kulumiskestävämpi laatu
Rikkoutunut terän ruuvi

- Käytä momenttiavainta ruuvin kiristämiseen ja käytä kierretahnaa (Molykote)
Huono pinnankarheus
- Hyvä lastunhallinta on tärkeää
- Pienennä syöttöä (jos syöttönopeus vf, on säilytettävä, lisää karanopeutta)
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin
Tukos poran lastu-urissa
Syynä liian pitkät lastut
- Tarkista geometria- ja lastuamisarvosuositus
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä syöttöä mutta pysy lastuamisarvosuositusten sisällä
- Lisää lastuamisnopeutta, mutta älä ylitä suositusarvoja
Taipuma

- Reikä ei toleransseissa
- Huono pinnankarheus – ulosvetojälkiä
- Porarunko kuluu
- Terärikko
| Syy | Ratkaisu |
| Liian suuret lastuamisvoimat | 1. Valitse geometria, jossa on pieni nirkonsäde 2. Pienennä syöttöä 3. Pienennä syöttöä sisäänmenossa |
| Riittämätön tukevuus | 1. Paranna tukevuutta 2. Valitse lyhyempi pora (4 x D -> 3 x D) |
Lastunmuodostusongelmat
Pitkälastuiset materiaalit, esim. ruostumaton tai niukkahiilinen teräs
| Seuraukset | Mahdollinen syy | Ratkaisu |
| Epäedulliset/pitkät lastut – tukoksia | Väärä geometria | Valitse geometria –LM |
| Huono pinnankarheus | Liian pieni lastuamisnopeus | Lisää lastuamisnopeutta |
| Terä-/työkalurikko | Liian suuri syöttö | Pienennä syöttöä |
Lyhytlastuiset materiaalit, esim. tavanomainen teräs
| Seuraukset | Mahdollinen syy | Ratkaisu |
| Epäedulliset/pitkät lastut – tukoksia | Ei-pyörivä pora (sorvi) | Valitse pienille syötöille sopiva geometria (GR -> GM) |
| Huono pinnankarheus | Väärä geometria | Suurenna syöttöä |
| Terä-/työkalurikko | 1. Liian pieni lastuamisnopeus 2. Liian pieni syöttö | Lisää lastuamisnopeutta |
Vaihtokärkipora
Reikä ei toleransseissa
- Tarkista kärjen kuluminen
- Tarkista heitto
- Pienennä syöttöä
- Tarkista työkappaleen pinta ja tukevuus ja työkalun pidin
- Jos pora on pitkä, käytä alkureikä-/keskiöporaa
- Jos pora ei pyöri, tarkista sen keskiöinti
Värinät
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin, tarkista poran kiinnitys
- Pienennä lastuamisnopeutta
- Säädä kierroskohtaista syöttöä
Riittämätön koneteho tai vääntö
- Pienennä lastuamisnopeutta
- Pienennä syöttöä
- Valitse kevytleikkuinen geometria lastuamisvoimien pienentämiseksi
Reiän lieriömuoto epätarkka
Reiän suu isompi
- Tarkista heitto
- Pienennä syöttöä
- Pienennä poran vapaapituutta ja tarkista pidin
- Jos pora on pitkä, käytä lyhyttä alkureikäporaa
Lyhyt terän kestoikä
Tarkista lastuamisarvot
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin ja tarkista pidin
- Tarkista kärjen/teräsijan ja ruuvin eheys
- Katso kulumismuodon mukaiset korjaustoimenpiteet
- Valitse mahdollisuuksien mukaan kulumiskestävämpi laatu
Huono pinnankarheus
- Hyvä lastunhallinta on tärkeää
- Pienennä syöttöä (jos syöttönopeus vf on säilytettävä, lisää karanopeutta)
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat
- Pienennä poran vapaapituutta, kiinnitä työkappale tukevammin
Tukos poran lastu-urissa
- Säädä lastuamisarvoja, jotta saadaan parempi lastunhallinta
- Lisää lastuamisnesteen syöttöä, puhdista suodatin, puhdista poran lastuamisnestekanavat, tarkista nesteen seossuhteet
- Lastutukokset voivat kuluttaa pahasti porarunkoa
- Poista tukosten ehkäisemiseksi porarunkoon tarttunut materiaali
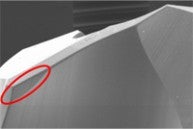
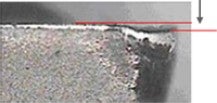
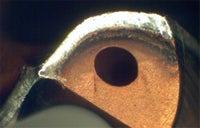
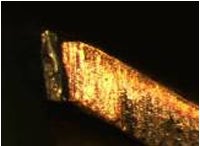
Aloituslastu

Kehällä ”neuloja”
- Terä on altis kulumaan liiaksi, jos aloituslastun kehällä on neulamaisia piikkejä
- Syynä todennäköisesti epätasapaino, jonka aiheuttaa HeittoVino sisäänmenopintaLiian suuri syöttöHeikko tukevuusNirkon murtuma/kuluma
Lastunhallinta – optimointi

- Yllä näkyvän tapaiset naarmut lastuissa ovat merkki lastutukoksista, jotka huonontavat reiän laatua. Reiän laadun parantamiseksi suositellaan pienentämään syöttöä ja kasvattamaan mahdollisuuksien mukaan lastuamisnopeutta
Täyskovametallinen pora
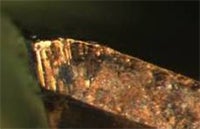
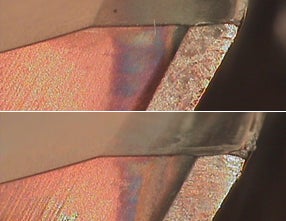
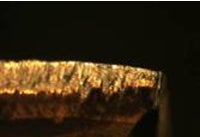
Aloituslastu – täyskovametalliset/vaihtokärkiset porat
Kehällä ”neuloja”
- Terä on altis kulumaan liiaksi, jos aloituslastun kehällä on neulamaisia piikkejä
- Syynä todennäköisesti epätasapaino, jonka aiheuttaa HeittoVino sisäänmenopintaLiian suuri syöttöHeikko tukevuusNirkon murtuma/kuluma
Lastunhallinta – optimointi
- Yllä näkyvän tapaiset naarmut lastuissa ovat merkki lastutukoksista, jotka huonontavat reiän laatua. Reiän laadun parantamiseksi suositellaan pienentämään syöttöä ja kasvattamaan mahdollisuuksien mukaan lastuamisnopeutta
Poran kulumismuodot
- Kääntöteräporat
- Vaihtokärkipora
- Täyskovametallinen pora
Kääntöteräporat
Viistekuluminen
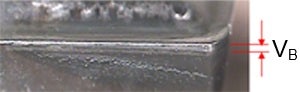
Viistekuluminen on toivottava kulumistapa tasapainoisessa porassa. Viistekulumisen mahdollisia seurauksia:
- Huono pinnankarheus
- Reikä ei toleransseissa
- Tehontarve kasvaa
| Syy | Toimenpide |
| 1. Liian suuri lastuamisnopeus (vc) | 1. Pienennä lastuamisnopeutta (vc) |
| 2. Terälaadun riittämätön kulumiskestävyys | 2. Valitse kulumiskestävämpi laatu |
Kuoppakuluminen
Keskiöterä

Kehäterä

Kuoppakulumisen mahdollisia seurauksia:
- Heikko teräsärmä, joka voi rikkoutua ja synnyttää epäedullisen muotoisia lastuja
- Huono pinnankarheus
- Tehontarve kasvaa
| Syy | Toimenpide |
| Keskiöterä: abrasiiviset, hankaavasti kuluttavat lastut (lastuttava materiaali) | Keskiöterä: Pienennä syöttöä |
| Kehäterä: korkeasta lämpötilasta johtuva diffuusiokuluminen (pahempaa PVD-pinnoitteilla) | Kehäterä: 1. Pienennä lastuamisnopeutta 2. Valitse kulumiskestävämpi laatu (usein MT-CVD) |
| Valitse positiivisempi geometria, jotta saadaan parempi lastunmuodostus |
Plastinen muodonmuutos
Särmässä
Päästöpinnassa

Teräsärmän tai päästöpinnan voi heikentää lastunhallintaa ja pinnankarheutta, jolloin reikä voi jäädä toleranssien ulkopuolelle.
| Syy | Toimenpide |
| Liian korkea lastuamislämpötila yhdessä liian suuren paineen kanssa (syöttö ja/tai työkappaleen kovuus) | Pienennä syöttöä (fn) Valitse plastista muodonmuutosta paremmin kestävä laatu (kuumakovuus) Pienennä lastuamisnopeutta (vc) |
| Liiallisen viiste- ja/tai kuoppakulumisen lopputulos | Valitse plastista muodonmuutosta paremmin kestävä laatu (kuumakovuus) Pienennä lastuamisnopeutta (vc) |
Teräsärmässä murtumia

Särmämurtumien mahdollisia seurauksia:
- Äärimmäinen viistekuluminen
- Huono pinnankarheus
| Syy | Toimenpide |
| Tukevuus on huono | Paranna tukevuutta (työkalun vapaapituus, kiinnitykset) |
| Epätasainen pinta | Pienennä syöttöä sisäänmenossa. Valitse sitkeämpi geometria |
| Laatu ei ole riittävän sitkeä | Valitse sitkeämpi laatu. |
| Terägeometria liian heikko | Valitse vahvempi geometria |
| Riittämätön lastuamisnesteen syöttö | Lisää lastuamisnesteen syöttöä |
| Hiekkasulkeumat (valurauta) | Valitse vahvempi geometria, pienennä syöttöä |
Terärikko
Terärikon mahdollisia seurauksia:
- Työkalun rikkoutuminen
- Työkappaleen romutus

| Syy | Toimenpide |
| Riittämätön tukevuus | Paranna tukevuutta (lyhennä työkalun vapaapituutta, paranna työkappaleen kiinnitystä jne.) |
| Lastuaminen hakkaavaa | Pienennä syöttöä, valitse sitkeämpi geometria (-GR tai -GT) |
| Riittämätön lastuamisnesteen syöttö | Lisää lastuamisnesteen syöttöä |
| Liian iso syöttö tai liian iso/pieni lastuamisnopeus | Säädä lastuamisarvoja |
| Laatu liian hauras (P-terä) | Valitse sitkeämpi laatu |
| Terä on loppuun kulunut | Määritä kehäterälle varma kestoikä |
Irtosärmänmuodostus

Irtosärmänmuodostuksen mahdollisia seurauksia:
- Huono pinnankarheus ja reunamurtumia irtosärmän irrotessa lastujen mukana
- Teräsärmän murtumat
| Syy | Toimenpide |
| Epäsopiva lämpötila (lastuamisnopeus) | Lisää/vähennä lastuamisnopeutta (korkea/matala lämpötila) Valitse pinnoitettu laatu |
| Liian negatiivinen terägeometria | Valitse positiivisempi geometria |
| Tahmeat materiaalit | Lisää lastuamisnesteen öljypitoisuutta ja määrää/painetta |
| Lastuamisnesteen öljypitoisuus on liian pieni | Lisää lastuamisnesteen öljypitoisuutta ja määrää/painetta |
Vaihtokärkipora
-PM-geometrian tyypillinen kuluminen eri materiaalien porauksessa
Seostamaton teräs, CMC01.1




- Ohjausreunan/kehän kuluminen, alkaa lovikulumisena ja kasvaa ohjausreunaa pitkin kohti lastu-uraa
- Jatkuvasti kasvavaa kulumaa pääsärmässä
Niukkaseosteinen teräs, CMC02.2
- Jatkuvasti kasvavaa kulumaa pääsärmässä/ohjausreunassa lähellä nirkkoa
Viistekuluminen

Viistekulumaa pääsärmässä
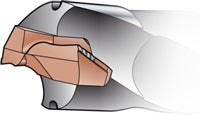
Viistekulumaa ohjausreunassa
Tasapainoisen poran normaali ja toivottava kulumistapa
| Syy | Toimenpide |
| Liian suuri lastuamisnopeus | Pienennä lastuamisnopeutta |
| Lastuamisnesteen öljypitoisuus liian pieni | Kasvata lastuamisnesteen öljypitoisuutta (varmistettava, ettei toimittajan suosittelemaa enimmäismäärää ylitetä) |
| Riittämätön lastuamisnestevirta | Lisää lastuamisnestevirtaa |
| Liian iso kokonaisheitto (jos ohjausreuna kulunut) | Tarkista radiaaliheitto (jos ohjausreuna kulunut) |
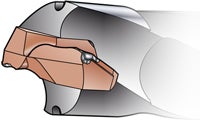
Plastinen muodonmuutos
| Syy | Toimenpide |
| Lastuamisnopeus ja/tai syöttö liian suuri | Pienennä lastuamisnopeutta ja/tai syöttöä |
| Riittämätön lastuamisnestevirta | Lisää lastuamisnestevirtaa |
Murtumat
Murtumat kehällä
Murtumat pääsärmässä
Teräsärmän murtumat ovat erittäin yleinen kulumistapa esiporattua reikää porattaessa. Jos aiempi reikä on porattu kärkikulmaltaan pienemmällä poralla, tukevuus on huono ja poran nirkot vaurioituvat. Samoin käy, jos kärkikulmien toleranssit eivät vastaa toisiaan. Tämä voidaan välttää käyttämällä mittatilausporia tai jyrsimällä tasapohjainen reikä.
| Syy | Toimenpide |
| Tukevuus on huono | Tarkista kiinnitys |
| Liian iso kokonaisheitto | Tarkista radiaaliheitto |
| Liian suuri syöttö | Pienennä syöttöä |
| Riittämätön lastuamisnestevirta (lämpösäröily) | Tarkista nesteensyöttö |
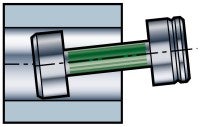
Irtosärmä

| Syy | Toimenpide |
| Sopimaton lastuamisnopeus | 1. Jos irtosärmää tulee keskiöön, suurenna lastuamisnopeutta 2. Jos irtosärmää tulee kehälle, pienennä lastuamisnopeutta |
| Lastuamisnesteen öljypitoisuus liian pieni | Kasvata lastuamisnesteen öljypitoisuutta (varmistettava, ettei toimittajan suosittelemaa enimmäismäärää ylitetä) |
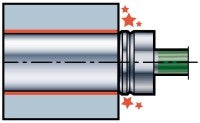
Jos irtosärmäaluetta ei voi kokonaan välttää, laske nopeus, jolla irtosärmä saadaan poran vahvimpaan osaan (= 50 % halkaisijasta).
Ulkopuolinen lastuamisnesteensyöttö voi huonontaa lastunpoistoa.

Lisää lastuamisnopeutta, jotta
irtosärmä siirtyy kohti keskiötä

Pienennä lastuamisnopeutta, jotta
irtosärmä siirtyy kohti kehää tai vältetään kokonaan
Täyskovametallinen pora
Viistekuluminen
Viistekulumaa pääsärmässä

Viistekulumaa ohjausreunassa
Toivottava kulumistapa tasapainoisessa porassa
| Syy | Toimenpide |
| Liian iso kokonaisheitto | Tarkista radiaaliheitto |
| Liian suuri lastuamisnopeus | Pienennä lastuamisnopeutta |
| Liian pieni syöttö | Suurenna syöttöä |
| Liian pehmeä terälaatu | Käytä kovempaa laatua |
| Riittämätön lastuamisnesteen syöttö | Lisää lastuamisnesteen painetta |
Viistekulumaa poikkisärmässä


| Syy | Toimenpide |
| Liian iso kokonaisheitto | Tarkista radiaaliheitto |
| Liian pieni lastuamisnopeus | Lisää lastuamisnopeutta |
| Liian suuri syöttö | Pienennä syöttöä |
Poikkisärmän viistekuluma heikentää myös reiän laatua, koska poran keskiöitymisen tarkkuus huononee.
Murtumat

Murtumat kehällä

Murtumat pääsärmässä
Teräsärmän murtumat ovat erittäin yleinen kulumistapa esiporattua reikää porattaessa. Jos aiempi reikä on porattu kärkikulmaltaan pienemmällä poralla, tukevuus on huono ja poran nirkot vaurioituvat. Samoin käy, jos kärkikulmien toleranssit eivät vastaa toisiaan. Tämä voidaan välttää käyttämällä mittatilausporia tai jyrsimällä tasapohjainen reikä.
| Syy | Toimenpide |
| Tukevuus on huono | Tarkista kiinnitys |
| Liian iso kokonaisheitto | Tarkista radiaaliheitto |
| Liian vähän lastuamisnestettä (lämpösäröily) | Tarkista nesteensyöttö |
| Maksimikuluma ylittynyt | Säädä lastuamisarvoja |
Porarikko

| Syy | Toimenpide |
| Liian iso kokonaisheitto | Tarkista radiaaliheitto |
| Tukevuus on huono | Tarkista kiinnitys |
| Riittämätön karateho | Tarkista lastuamisarvot |
| Lastutukos | Tarkista nesteensyöttö |
| Liian suuri syöttö | Pienennä syöttöä |
| Liiallinen kuluminen | Tarkista kuluneisuus useammin |
Irtosärmä


| Syy | Toimenpide |
| Liian alhainen lastuamisnopeus ja särmän lämpötila | 1. Jos irtosärmää tulee keskiöön, suurenna lastuamisnopeutta 2. Jos irtosärmää tulee kehälle, pienennä lastuamisnopeutta |
| Liian suuri negatiivinen viiste | Terävämpi särmä |
| Ei pinnoitusta | Pinnoitettu terä |
Jos irtosärmäaluetta ei voi kokonaan välttää, laske nopeus, jolla irtosärmä saadaan poran vahvimpaan osaan (= 50 % halkaisijasta).
Ulkopuolinen lastuamisnesteensyöttö voi huonontaa lastunpoistoa.
Lisää lastuamisnopeutta, jotta
irtosärmä siirtyy kohti keskiötä
Pienennä lastuamisnopeutta, jotta
irtosärmä siirtyy kohti kehää tai vältetään kokonaan
Tyypillinen kuluminen
Materiaalista riippumatta
- Aina viistekulumia
- Murtumia harvoin Prosessivarmuus
Seostamaton teräs, CMC01.1
- Ohjausreunan/kehän kuluminen Kuluminen alkaa lovikulumisenaKasvaa nirkkoja kohti
Niukkaseosteinen teräs, CMC02.2
- Nirkkojen kuluminen

Runsasseosteinen teräs, CMC03.11
- Tuntuvaa viistekulumista
- Pieniä vaurioita nirkoissa

Nirkkomalli
Huom!
- Älä sekoita helpotusta kulumiseen