Fresado
Perspectiva del producto
Existe una amplia gama de adaptadores de fresado estándar para Silent Tools con acoplamientos HSK o modulares Coromant Capto. Si ninguno de nuestros adaptadores estándar se ajusta sus necesidades, pregunte por una de nuestras soluciones especiales. Como parte de nuestras soluciones especiales también ofrecemos adaptadores para fresas de ranurado, amortiguadores integrados en grandes fresas laterales y fresas de filo largo.
Fresas de ranurar y planear en escuadra cuadradas | Adaptadores antivibratorios para fresas de planear y de planear en escuadra cuadradas | |
| CoroMill® 390D | Adaptadores antivibratorios – Coromant Capto | Adaptadores antivibratorios – HSK |
 |  |  |
Eje cilíndrico o acoplamiento posterior Coromant Capto | Acoplamiento posterior Coromant Capto (C4, C5, C6 y C8) | Acoplamiento posterior HSK (HSK 63 y HSK 100) |
Paso ancho, estrecho y extra reducido | Amplia gama de cabezas de corte intercambiables | Amplia gama de cabezas de corte intercambiables |
DC: 20-40 mm (0.787-1.575 pulg.) | Refrigerante interior | Refrigerante interior |
| Voladizo: ≤ 5 x BD | BD: 40-80 mm (1.968-3.150 pulg.) | BD: 63-100 mm (2.480-3.937 pulg.) |
DMM: 16-32 mm (0.750-1.500 pulg.) | DMM: 16-27 mm (0.750-1.000 pulg.) | |
| Voladizo: ≤ 8 x BD | Voladizo: ≤ 8 x BD |
- La gama estándar ofrece soluciones antivibratorias de 20 a 40 mm (0.79–1.57 pulg.) con herramientas de fresado CoroMill 390 integradas
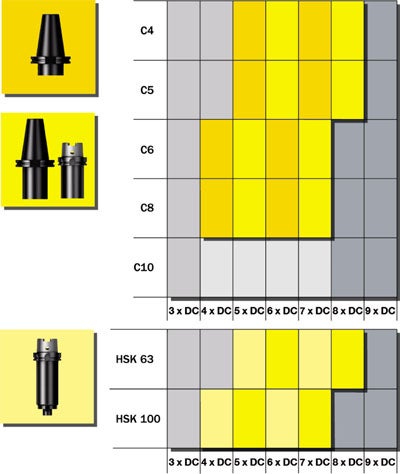
- A partir de 40 mm (1.57 pulg.), existen adaptadores antivibratorios con Coromant Capto C4–C8, con refrigerante interior a través del eje como parte de la oferta estándar. Combinado con un mango básico, el adaptador puede ser un montaje de herramienta antivibratoria para la mayoría de los adaptadores de máquina
- Para máquinas con acoplamientos HSK, disponemos de adaptadores integrados que ofrecen la posibilidad de ser montados con mangos básicos HSK Sandvik Coromant
- El programa estándar incluye también adaptadores para soportes MSSC
| Diám. adaptador, BD | |||
| pulg. | mm | ||
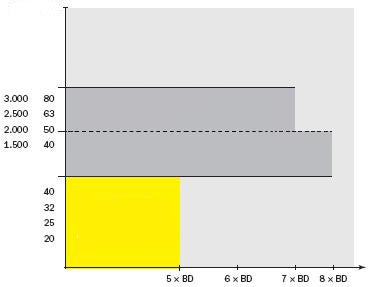 | Voladizo LU/BD |
 | Productos especiales |
 | Adaptadores Coromant Capto® y HSK para herramientas rotativas Adaptador antivibratorio para fresas de planear y fresas de planear en escuadra cuadradas |
 | CoroMill® 390D Fresa de ranurar y planear en escuadrada cuadradas |
CoroMill® 390D: área de aplicación
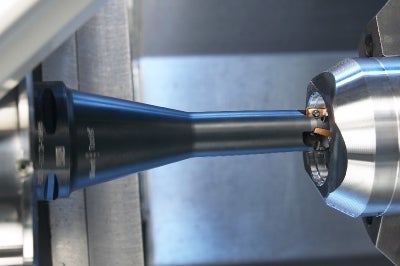
CoroMill 390D es un auténtico impulsor de la productividad para herramientas largas y delgadas, y ofrece un buen rendimiento tanto en máquinas verticales como en horizontales. Las fresas están diseñadas para ofrecer un mayor alcance y optimizar el tiempo de mecanizado cerca del portapinzas en máquinas multi-tarea.
El programa consta de Coromant C6 y C5 y ejes cilíndricos de 20, 25 y 32 mm de diámetro (0.79, 0.94 y 1.26 pulg.) con un alcance de 3–5 veces el diámetro de corte, DC.
- Alta estabilidad
- Amplio programa de mangos básicos
- Primera elección con alcance cerrado
- Alta estabilidad
- Amplio programa de mangos básicos
- Husillos integrados multi-tarea
- Primera elección con alcance abierto
- Coromant Capto® C5
- Coromant Capto® C6
- Mangos cilíndricos
- CoroChuck™ 930 para una sujeción precisa de la fresa
- Portapinzas
Mangos básicos cortos y largos
Combinando el montaje del eje en los adaptadores y mangos básicos de diferente longitud, existen soluciones para la mayoría de las aplicaciones de hasta 8 x BD. Para voladizos superiores a 8 x BD, o para otras necesidades específicas, las soluciones especiales constituyen la mejor alternativa.
| Sin sistema antivibratorio/enterizo |  |
Solución especial |
Adaptadores antivibratorios para fresas de planear y fresas de planear en escuadra cuadradas
- Cx-391.05CD
- 392.41005CD
Cuestiones principales
El trabajo con herramientas rotativas es diferente al torneado, donde se utiliza una barra de mandrinar en un portaherramientas rígido. No obstante, la mayoría de las condiciones para que la operación se lleve a cabo correctamente son las mismas:
|  |
Reducir la vibración
La configuración de la pieza y la estabilidad de la máquina son dos aspectos importantes que se deben tener muy en cuenta para minimizar la vibración.
Pieza
- Fije la pieza del modo más favorable para soportar las fuerzas de corte que se producen durante el proceso de mecanizado.
- Utilice conceptos de fresado con un diseño y un ángulo de entrada que generen fuerzas de corte en la dirección más estable de la pieza.
- Optimice la estrategia y la dirección de mecanizado para obtener las condiciones de corte más estables posibles
Máquina
- El estado de la máquina influye en gran medida en la vibración. El desgaste excesivo del rodamiento del husillo o del mecanismo de avance deteriora las propiedades del mecanizado.
Todos los adaptadores antivibratorios Silent Tools están diseñados para distintos voladizos e incorporan amortiguadores con diferentes ajustes Los mejores resultados se obtendrán utilizando la longitud optimizada en lugar de añadir adaptadores de extensión. Si requiere más de 7–8 x BD, solicite un adaptador especial.
Utilice adaptadores antivibratorios por su área optimizada |
Directrices de programación
Una norma general para las operaciones de planeado es mantener la herramienta de fresado constantemente en corte, en lugar de dar varias pasadas a lo largo. De este modo se minimiza el número de entradas y salidas y se evita que las plaquitas encuentren cargas perjudiciales que puedan generar vibraciones.
 |  |
| Entrada radial | Mantenga la fresa en empañe constante |
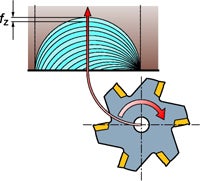
Entrada radial
Entre radialmente en el sentido de las agujas del reloj para obtener una viruta fina, acercándose a cero en la salida. De este modo evitará la tendencia a la vibración que puede producirse con una técnica
de viruta gruesa a la salida.
Dirección de fresado
El fresado en concordancia es la primera elección para la mayoría de las operaciones de fresado. En algunos casos, cuando la máquina no tiene la potencia suficiente o la pieza es muy maleable, es preferible el fresado en contraposición. No obstante, recuerde que la fuerza de corte tiende a levantar la pieza en las operaciones de fresado en contraposición. Esto se debe contrarrestar adecuadamente al sujetar la pieza.
Posición y diámetro
En el planeado convencional, el diámetro de la fresa debe ser un 20%-50% superior a la anchura de corte y la fresa debe estar ligeramente descentrada. No debe colocar la fresa exactamente en el centro.
Si el diámetro de la fresa es menor que la pieza, se recomienda que la anchura máxima de corte sea de entre un 60% y un 70% del diámetro de la fresa.
En el fresado de ranuras, es muy importante reducir el número de plaquitas empañadas para evitar vibraciones.
Factores que afectan a la vibración
Existen cuatro factores básicos que influyen en gran medida en la vibración:
- Ángulo de entrada/inclinación y fuerzas de corte
- Diámetro de la fresa respecto a la profundidad radial del corte
- Geometría de la plaquita
- Paso de la fresa
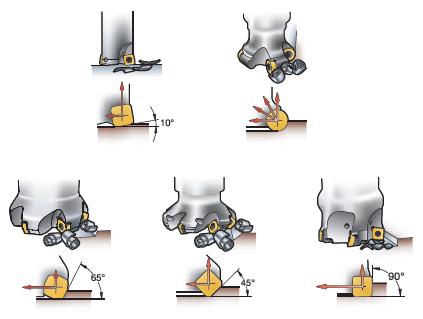
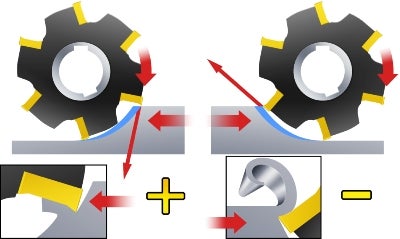
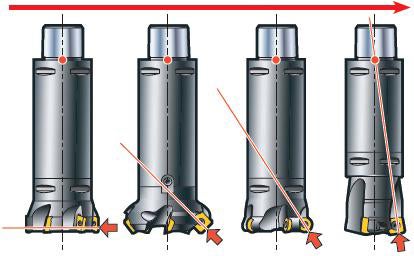
Ángulo de entrada
El ángulo de entrada es importante ya que determina la dirección de las fuerzas de corte. Cuanto mayor sea el ángulo kappa (KAPR), mayores serán las fuerzas de corte radiales. Seleccione el concepto de la fresa conforme al proceso y la aplicación.
Cuando aumentan las fuerzas de corte radiales, se observa la diferencia de funcionalidad entre las herramientas antivibratorias y sin sistema antivibratorio.
Con un ángulo de entrada reducido combinado con un voladizo más corto, podría alcanzarse la profundidad máxima de corte de la fresa antes de producirse la vibración.
Mayor estabilidad de la herramienta | |||
 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Diámetro de la fresa respecto a la profundidad radial del corte
Utilizando una herramienta de menor diámetro se reducen la potencia y el par necesarios, así como las fuerzas de corte de flexión. Es necesario que la relación entre el diámetro de la herramienta de fresado y el empañe radial se mantenga por debajo de cualquier valor máximo.
Geometría de la plaquita
La geometría de la herramienta de corte debe ser ligera o media.
Límites para Silent Tools
Las altas temperaturas pueden alterar el funcionamiento del sistema antivibratorio. Utilice aire o refrigerante interior siempre que sea posible. Un valor n (rpm) extremo también puede reducir la capacidad de funcionamiento del sistema antivibratorio.
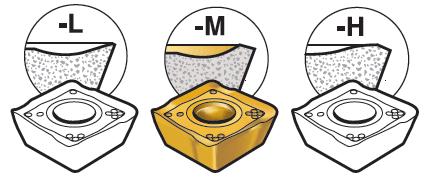
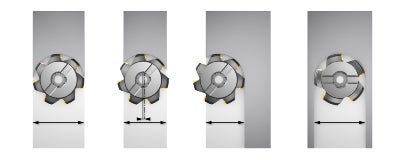
Paso de la fresa
Al haber varias plaquitas en contacto con el material, aumenta el riesgo de vibración. No obstante, siempre que trabaje con profundidades de corte inferiores a la profundidad crítica para la vibración, será más productivo utilizar más plaquitas. Modifique el empañe radial y el paso de la fresa para obtener el mejor rendimiento. En la mayoría de los casos, un paso ancho es la mejor opción para llevar a cabo un mecanizado productivo con herramientas antivibratorias.
Fresa con paso diferencialLas fuerzas armónicas ocasionan vibración y, por tanto, una fresa con paso diferencial es eficaz para minimizar la vibración. Rompe las fuerzas armónicas y, por tanto, aumenta la estabilidad y resulta especialmente útil si ae es un valor alto y si se utilizan voladizos largos. | 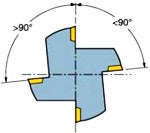 |
| Paso ancho -L | Paso estrecho -M | Paso extra reducido -H | ||
 |  |  | ||
| Fresa con paso diferencial y menor número de plaquitas. Primera elección para operaciones inestables por sus fuerzas de corte bajas. | Fresa con paso uniforme o diferencial , en función del concepto, con un número medio de plaquitas. Primera elección para operaciones de desbaste en condiciones estables. | Fresa con paso uniforme con un número máximo de plaquitas. Primera elección para una productividad elevada con un valor reducido de ae (más de un filo en contacto). |
Consejos e indicaciones
Calidades y geometrías de las plaquitas
Seleccione un tamaño pequeño de redondeado del filo (ER). Sustituya un recubrimiento grueso por uno fino. Si es necesario, utilice plaquitas sin recubrimiento. Utilice plaquitas afiladas y positivas con capacidad de formación de viruta.
Ángulo de entrada
Cuanto menor sea el ángulo de entrada, más fina será la viruta y más se extenderá por todo el filo. Esto permite un mayor avance por diente. Un ángulo de entrada reducido también dirige una mayor fuerza de corte en dirección axial y reduce el riesgo de vibración.
Paso de la fresa
En la mayoría de los casos, un paso ancho es la mejor opción para llevar a cabo un mecanizado productivo con herramientas antivibratorias. Utilice una herramienta de paso amplio para ralentizar los cambios de dirección de la fuerza de corte. Reduciendo el número de plaquitas suele aumentar bastante la profundidad de corte axial.
Avance por diente
Un mayor avance por diente puede suponer una carga previa constante en el husillo de la máquina-herramienta y evitar que utilice el juego de sus rodamientos.
Alcanzar el máximo valor de Q
Seleccione un valor de ae de entre el 60% y el 80% como valor inicial, si es posible. Reduzca el número de plaquitas para maximizar el valor de Q. Este hecho es particularmente importante con un empañe de ranura completa.
Evacuación de la viruta
Utilice aire comprimido para evitar volver a cortar la viruta. Esto es especialmente importante en el fresado de cavidades profundas. Tenga en cuenta que una herramienta de paso amplio tendrá más espacio para evacuar la viruta.
Entrada y salida
Evite situaciones donde el eje o la fresa se alineen con el borde de la pieza. En ese tipo de situaciones, la plaquita deja de cortar cuando la viruta alcanza el máximo grosor, lo cual produce cargas de choque muy altas a la entrada y a la salida.