
Taladrado estático

¿Qué es el taladrado estático?
Se denomina taladrado estático cuando se hace girar la pieza en lugar de la broca. Lo más importante al utilizar este método es garantizar que la broca esté alineada con la línea central de la máquina.
Recomendaciones de alineación para taladrado estático
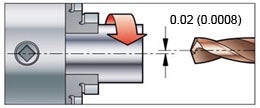
Minimice la desviación de la herramienta o TIR (desviación total del indicador) para conseguir el mejor rendimiento.
Nota: una broca de plaquita intercambiable forma un pequeño núcleo central que se puede apreciar en el fondo del agujero o en el disco. El tamaño del núcleo debe estar dentro del intervalo 0.05-0.15 mm (0.002-0.006 pulg.), de lo contrario puede provocar la fractura del filo, vibración, agujeros sobredimensionados y desgaste del cuerpo de la broca. Al girar la broca, las dimensiones del núcleo variarán debido a las diferentes posiciones.
Brocas enterizas de metal duro
Brocas de plaquita intercambiable
Brocas de punta intercambiable
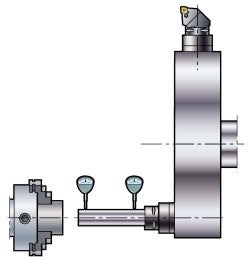
Alineación de la broca estacionaria
La alineación de la broca debe quedar en paralelo al eje del husillo, de lo contrario el agujero puede resultar sobredimensionado, subdimensionado o con forma embudo. La medición puede realizarse con un indicador de cuadrante y una barra de prueba.
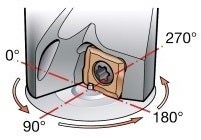
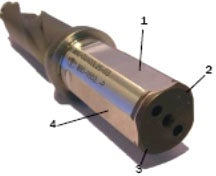
Brocas de cuatro planos (brocas de plaquita intercambiable)
Use una broca con cuatro planos equidistantes en el contorno del mango de la broca. Cree los agujeros con la broca montada en cada una de las posiciones planas (0°, 90°, 180°, 270°). La medición del agujero indicará la posición de la plaquita periférica en relación a la línea central de la pieza de trabajo, que a su vez indicará el estado de la alineación de la máquina.
Falta de alineación por la flexión de la torreta
La flexión de la torreta en un torno CNC puede provocar problemas, especialmente si se utilizan brocas y avances más grandes, fn, que pueden generar una fuerza elevada.
Para comprobar la estabilidad, taladre un agujero con avance reducido y un agujero con avance grande, y mida el tamaño de los agujeros. Si la diferencia es grande, la torreta podría tener tendencia a la flexión.
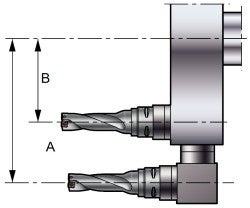
Minimizar la flexión de la torreta
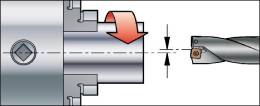
En primer lugar, compruebe si se puede reducir el efecto montando la herramienta de otro modo. Monte siempre la herramienta tan cerca del centro de la torreta como sea posible. La posición B es preferible a la posición A.
Si no fuera posible, rebajar el valor de avance/vuelta (fn), reducirá la fuerza de avance. Para mantener la misma productividad, puede incrementar la velocidad, vc, ya que esta no afecta a la fuerza de avance.
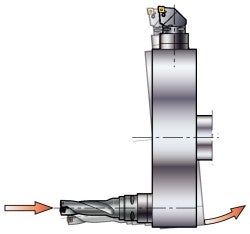
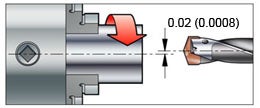
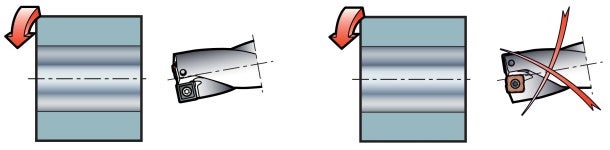
Para las brocas de plaquita intercambiable, si no es posible evitar la flexión/falta de alineación de la torreta, se debe montar la broca con la plaquita periférica colocada como se muestra en la figura de la izquierda para evitar el desgaste del cuerpo de la broca.
Taladrado con ajuste radial
El taladrado con ajuste radial solo es posible con brocas de plaquita intercambiable. El... keyboard_arrow_right
Trepanado
¿Qué es el trepanado? El trepanado es una técnica utilizada para taladrar diámetros... keyboard_arrow_right
Medidas de seguridad y mantenimiento de la herramienta de taladrado
Mantenimiento de la herramienta de taladrado Utilice un destornillador dinamométrico... keyboard_arrow_right
Mecanizado en rampa circular
¿Qué es el mecanizado en rampa circular con brocas de plaquita intercambiable? Una... keyboard_arrow_right
