
Soluciones para mecanizado rentable y de alta calidad de ranuras de juntas selladas API para la industria del petróleo y gas

Las ranuras de los anillos de sellado son una característica clave en muchos componentes del petróleo y gas, y requieren tolerancias estrechas y excelentes acabados superficiales. Dado el alto valor y la complejidad del componente, es esencial disponer de un proceso seguro. A estos retos se suma el uso de materiales difíciles de mecanizar como el Inconel enterizo 718 y el revestimiento de Inconel 625.
Soluciones de herramienta para mecanizado en la industria del petróleo y gas: características de las ranuras para anillos de sellado API
Retos de mecanizado
Muchos métodos convencionales para el mecanizado de ranuras de anillos de sellado ofrecen una seguridad del proceso deficiente y reducen la velocidad de la producción. Las herramientas habituales de mecanizado en plunge y torneado radial deben realizar operaciones de desbaste y acabado que implican grandes fuerzas de corte y una vida útil limitada. Estos procesos, cuando son seguros, son muy lentos y costoso, además de bastante inflexibles en lo referente al tamaño del diámetro de la ranura.
SpiroGrooving™
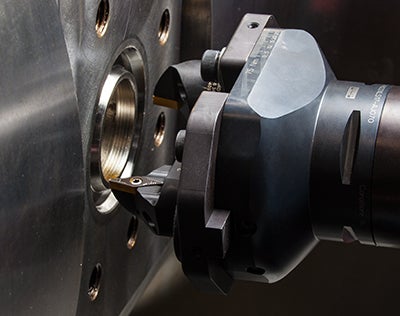
SpiroGrooving es una innovación pionera; un proceso simple pero sofisticado de fabricación de ranuras de anillos de sellado. Este método utiliza el sistema CoroBore XL y aplica un recorrido de herramienta espirógrafo para crear ranuras de anillos de sellado de tolerancia estrecha de forma altamente segura y productiva.
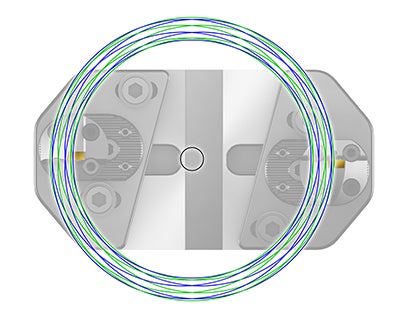
El recorrido consiste en un movimiento de mecanizado en rampa cónico circular donde el empañe de la herramienta depende del paso de mecanizado en rampa determinado para cada revolución. El generador de CN calcula el recorrido de la herramienta SpiroGrooving en función de unos pocos parámetros de entrada, como el diámetro de la ranura, el paso y el espesor máximo de la viruta. El reglaje previo de la herramienta se produce en unos breves y sencillos pasos.
Esta solución es perfecta para crear ranuras de anillo de sellado en el mecanizado de acero y acero inoxidable antes del revestimiento. La exclusiva solución de refrigerante interior de CoroBore XL facilita el mecanizado en materiales avanzados. Además, el desbaste y acabado se llevan a cabo en la misma operación, lo cual reduce considerablemente el tiempo de mecanizado y mejora la productividad.
Principales beneficios
SpiroGrooving™ satisface todos los principales requisitos necesarios para mecanizar ranuras de anillos de sellado de la forma más eficiente y rentable posible:
- Tiempo de mecanizado considerablemente reducido gracias a unos mayores datos de corte
- Altísima seguridad del proceso
- Gran flexibilidad de aplicación con un inventario de herramientas reducido
- Programación rápida y sencilla gracias al exclusivo generador de códigos de CN para la herramienta y el husillo
Espirógrafo
SpiroGrooving utiliza un movimiento cónico de herramienta de espirógrafo. Esto reduce el espesor de la viruta, ofreciendo así una acción de corte suave y un mayor avance. Además, partes del filo de la plaquita realizan cortes interrumpidos, lo cual elimina las virutas largas enredadas en la herramienta y el husillo.
Herramientas
Las herramientas están basadas en conceptos estándar de tecnología punta probados, cuya modularidad ofrece una gran flexibilidad para las aplicaciones de mecanizado de ranuras. Donde los métodos convencionales requieren un conjunto de herramientas nuevo para cada tipo o tamaño de ranura, la herramienta SpiroGrooving cubre una gama de diámetros y ofrece así una producción flexible y un inventario de herramientas reducido.
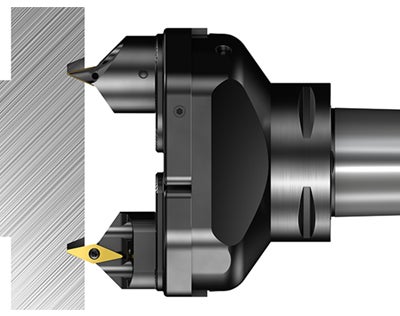
La herramienta SpiroGrooving es una herramienta de diseño sencillo, inteligente y de filo doble con dos plaquitas tipo V, basada en el sistema de mandrinado CoroBore® XL. Al combinarse con el concepto modular de herramientas Coromant Capto®, ofrece una solución específica para el mecanizado de ranuras de anillos de sellado


SpiroGrooving con CoroBore™ XL
| Características del componente | Ranuras BX-154 en cuerpo de válvula de acero Diámetro: 101 mm (3.99 pulg.) Ancho de la ranura: 15.4 mm (0.606 pulg.) Profundidad: 7.5 mm (0.297 pulg.) | |||||
| vc | n | Desbaste vf | Acabado vf | ap | Tiempo total | |
| Solución de la competencia para anillos de sellado | 187 m/min (614 pies/min) | 500 rpm | 100 mm/min (4 pulg./min) | 50 mm/min (2 pulg./min) | 1 mm/ciclo (0.04 pulg.) | 2 min |
| vc | n | Desbaste vf | Acabado vf | Paso | Tiempo total | |
| SpiroGrooving™ con CoroBore XL | 300 m/min (984 pies/min) | 922 rpm | 392 mm/min (15 pulg./min) | 50 mm/min (2 pulg./min) | 2 mm/rev | 50 s |
Con el concepto de torneado radial multifilo convencional para operaciones de desbaste y acabado, el tiempo total de mecanizado fue de dos minutos. La flexibilidad del diámetro era inexistente y el reglaje implicaba un proceso relativamente largo.
Tras cambiar a SpiroGrooving™, el tiempo de mecanizado se redujo a 50 segundos. La herramienta pudo volver a usarse y reglarse con facilidad para varias aplicaciones de ranurado adicionales. El nuevo método acabó la pieza en menos de la mitad de tiempo.
58%
MENOR
TIEMPO DE
MECANIZADO
Vídeo de consejos: mecanizado de ranuras de anillos de sellado API
Carrete
Las dos características más problemáticas de esta pieza son las profundas cámaras... keyboard_arrow_right
Mecanizado de agujeros ISO S
Tener en cuenta la integridad superficial es crucial a la hora de producir componentes... keyboard_arrow_right
Eje
Hechos de acero de alta aleación o Inconel, los principales retos del mecanizado... keyboard_arrow_right
Eje
Fabricado en acero de alta aleación o inconel, sus principales desafíos son la longitud... keyboard_arrow_right

