
Circular ramping with indexable insert drills
What is circular ramping with indexable insert drills?
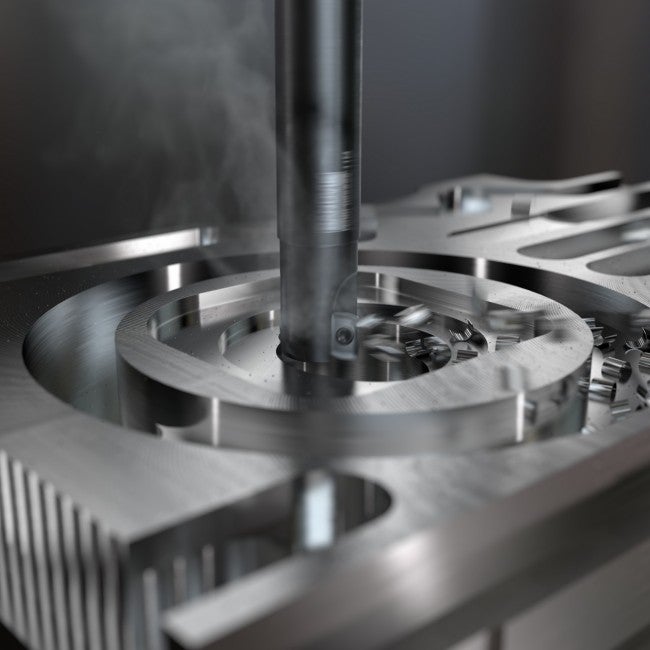
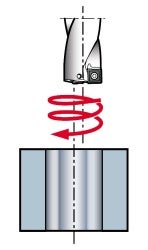
A rotating tool makes a hole by following a circular tool path while simultaneously feeding axially. The method can be used to machine existing holes. Circular ramping with indexable insert drills is where a tool, normally about half the diameter of the hole, is used at a ramping angle recommended for the tool.
Note: Circular ramping with longer indexable insert drills is not recommended.
Indexable insert drills
Circular ramping with indexable insert drills should only be considered for certain one-off operations, or when productivity is of less importance.
- Cutting speed and feed rate can be the same as that recommended for conventional drilling
- Max. hole depth is 2 x Dc
- Max. pitch is the drill insert corner radius
Ramping: Two axis linear and circular
What is successful ramping? Linear ramping is a commonly used, efficient way of... chevron_right
Widening a hole
Widening an existing hole can be performed either by circular ramping or circular... chevron_right
Boring with indexable drills
Indexable insert drills can be used in boring operations in order to save tool changing... chevron_right
Milling holes and cavities/pockets
Two-axes ramping linear Circular ramping Widening a hole Circular external milling... chevron_right
