
Widening a hole by milling
Widening an existing hole can be performed either by circular ramping or circular milling.
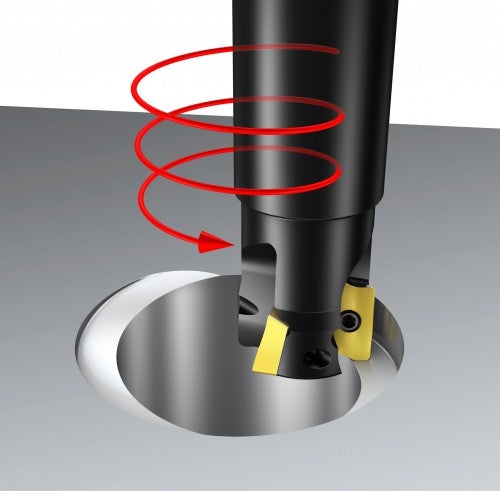
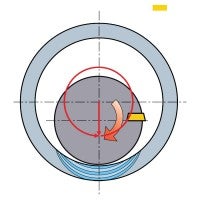
Circular ramping
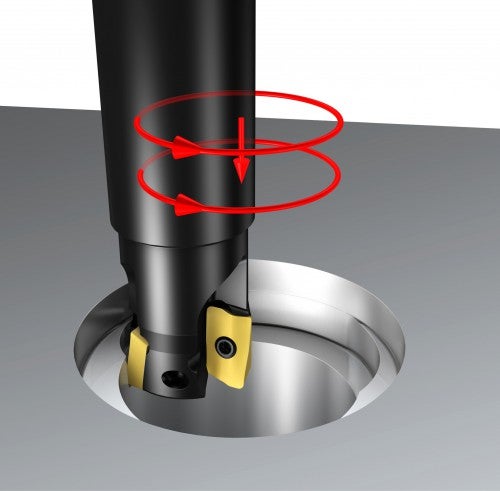
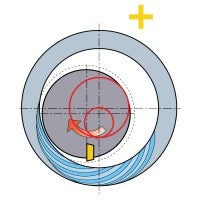
Circular milling
Circular ramping – 3 axes
- Constant ramping
- No entry or exits
- Cutter constantly engaged
- Ramping action – bottom cutting
First choice:
- Depth of hole is greater than the maximum ap for tool
- Best hole concentricity and roundness
- In vibration sensitive applications

Circular milling – 2 axes
Circular milling is an alternate method to the traditional use of boring tools. Circular milling can be performed by moving most 90 degree cutters in a circular tool path.
- Constant Z
- Entering and exiting for each level
- Rolling entrance into cut should be programmed
- Hole tolerance with boring is not as good as with circular milling
- Step marks at each pass
First choice:
- Program tool path more than 360 degrees to avoid step marks
- Only one pass is required Cutter with high ap capabilityShallow hole
- Ramping capability poor or nonexistent – long edge without axial support
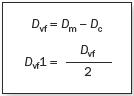
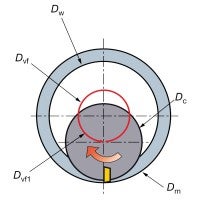
Calculating feed
Feed needs to be reduced due to:
- Increased ae relative to straight cutting, which reduces the chip thinning effect
- Peripheral feed is greater than the tool centre feed
- Calculate feed based upon Dvf.
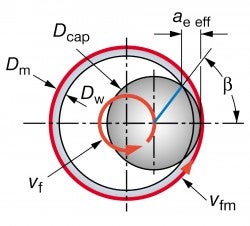
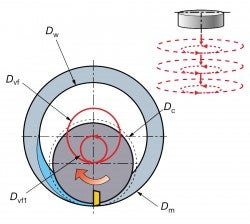
Entrance into cut
Rolling into cut ensures thin chips on exit. Low engagement angle reduces vibrations and ensures high productivity.
Milling holes and cavities/pockets
Two-axes ramping linear Circular ramping Widening a hole Circular external milling... chevron_right
Ramping: Two axis linear and circular
What is successful ramping? Linear ramping is a commonly used, efficient way of... chevron_right
Circular ramping
What is circular ramping with indexable insert drills? A rotating tool makes a hole... chevron_right
Rough boring
Rough boring is primarily focused on metal removal and to prepare the hole for finishing.... chevron_right
