
Programmierung beim Fräsen
Werkzeugzentrumsvorschub oder peripherer Vorschub
Die Programmierung einer Maschine basiert entweder auf dem Werkzeugmittelpunktvorschub vf, (ohne Radiuskorrektur) oder dem peripheren Vorschub (mit Radiuskorrektur) vfm.
Erfordert die Maschine eine Vorschubprogrammierung basierend auf dem Werkzeugzentrum, wird aber ein peripherer Vorschub anstelle dessen bei Maschinen ohne Radiuskorrektur programmiert, dann wird der fz-Wert zu hoch, was die Gefahr eines Ausfalls der Wendeschneidplatte zur Folge hat.
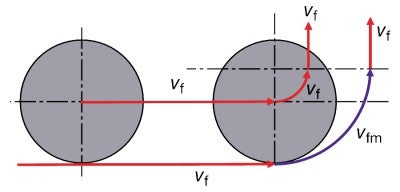
Werkzeugzentrumsvorschub vf oder peripherer Vorschub vfm.
Auf Werkzeugzentrum basierende Vorschubprogrammierung
Die erzeugten NC-Codes berücksichtigen die Mitte des Fräsers und nicht den Außenbereich.
Bei der geradlinigen Zerspanung (G1) entspricht der Vorschub an der Bauteilwand vfm dem programmierten Vorschub vf, während der Außenvorschub (G2) größer als der Vorschub in der Werkzeugmitte ist. Daher muss der Tischvorschub vf reduziert werden, um den gleichen Vorschub pro Zahn fz beizubehalten.
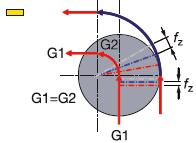
Ohne Reduzierung des Zentrumsvorschubs erhöht sich
fz in den Ecken..
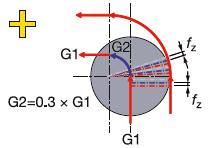
Mit Reduzierung des Zentrumsvorschubs.
Reduzierung des Zentrumsvorschubs
In der Tabelle finden Sie Reduzierungsfaktoren, die abhängig sind von folgenden Parametern:
- Verhältnis Fräserdurchmesser / Werkstückradius – DC/Radm
- Radiales Eingriffsverhältnis – ae/DC
| kKorrekturfaktor für Vorschub in Ecken () | ||||||||||
| DC/Radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Vorschubreduzierung vor Ecken
Die Vorschubreduzierung vor dem Erreichen einer Ecke ist besonders beim Fräsen mit hohen Schnittgeschwindigkeiten wichtig.
Während der Fräser auf geradem Weg in Richtung Ende der Linie G1 zugestellt wird, beginnt sich der Eingriffsbogen zu vergrößern. Daher muss der Vorschub vor dem Erreichen der Ecke reduziert werden, genauer innerhalb eines Bereichs von ln 50% x DC.
Bei einer Maschinensteuerung mit moderner Look-Ahead-Funktion wird der Wechsel der Vorschubgeschwindigkeit automatisch vorgenommen.
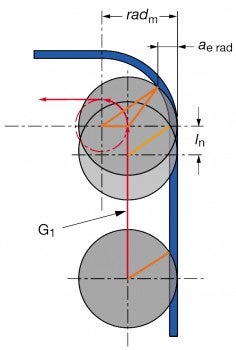
Vorschubreduzierung im Bereich:
ln = 50% DC
Suchen Sie Werkzeugempfehlungen?
Hier finden Sie unsere Zerspanungswerkzeuge chevron_right
Brauchen Sie Beratung?
Stellen Sie uns eine Frage chevron_right
Was es sonst noch über die Grundlagen unserer Metallzerspanung zu lernen gibt?
Registrieren Sie sich für unser kostenloses E-Learning Programm chevron_right
Drehzentren
Drehzentren verfügen über MultiTask- und Mehrachsen-Fähigkeiten. Dies heißt, dass... chevron_right
Fräsen in den Ecken
Die Bearbeitung in den Ecken erfordert sorgfältige Überlegungen im Hinblick auf den... chevron_right
Fräsen
Hier finden Sie das Werkzeug für Ihre spezifische Aufgabe und erhalten umgehend... chevron_right
Fräsen mit Vorschubunterbrechung
Erfolgreiche Fräsbearbeitung mit Vorschubunterbrechung Fräsen mit Vorschubunterbrechung... chevron_right
