Fræsning
Produkt oversigt
Der findes et bredt sortiment af Silent Tools-fræseadaptere som lagervare, med HSK- eller modulære Coromant Capto-koblinger. Hvis ingen af vores standard-adaptere passer, så spørg efter en specialfremstillet løsning. Adaptere til slidsfræsere, indbyggede dæmpere i store kantfræsere og valsefræsere kan også fås som specialfremstillede løsninger.
Pindfræsere og retvinklede hjørne- planfræsere | Dæmpede adaptere til planfræsere og retvinklede hjørne planfræsere | |
| CoroMill® 390D | Dæmpede adaptere – Coromant Capto | Dæmpede adaptere – Coromant Capto |
 |  |  |
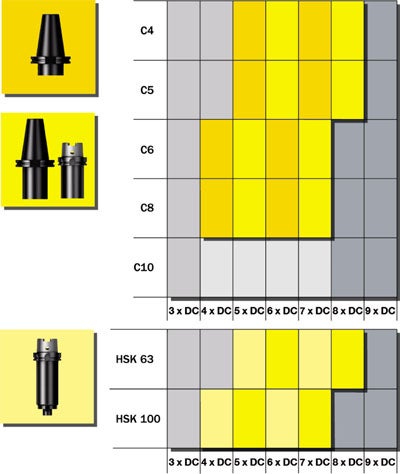
Cylindrisk skaft eller Coromant Capto bagendekobling | Coromant Capto bagende kobling (C4, C5, C6 og C8) | HSK bagendekobling (HSK 63 og HSK 100) |
Fåtandet, normaltandet og tættandet pitch | Bredt sortiment af udskiftelige skærhoveder | Bredt sortiment af udskiftelige skærhoveder |
DC: 20-40 mm (0.787-1.575 tomme) | Indvendig kølevæsketilførsel | Indvendig kølevæsketilførsel |
| Udhæng: ≤ 5 x BD | BD: 40-80 mm (1.968-3.150 tomme) | BD: 63-100 mm (2.480-3.937 tomme) |
DMM: 16-32 mm (0.750-1.500 tomme) | DMM: 16-27 mm (0.750-1.000 tomme) | |
| Udhæng: ≤ 8 x BD | Udhæng: ≤ 8 x BD |
- Dæmpede løsninger fra 20 til 40 mm (0.79–1.57 tomme) med integrerede CoroMill 390-fræsere fås i standardsortimentet
- Fra 40 mm (1.57 tomme) og derover fås der dæmpede adaptere med Coromant Capto størrelserne C4–C8, med kølevæske gennem dornmontering som standard. Kombineret med en grundholder kan adapteren være et sammensat, dæmpet værktøj til de fleste maskinkoblinger
- Til maskiner med HSK-koblinger; integrerede adaptere fås med en mulighed for at sammensætts med Sandvik Coromant HSK-grundholdere
- MSSC-holderadaptere fås også i standardprogrammet
| Adapter dia, BD | |||
| tomme | mm | ||
 | Udhæng LU/BD |
 | Specialfremstillede produkter |
 | Coromant Capto® & HSK adaptors for rotating tools Dæmpet adapter til planfræsere og retvinklede hjørneplanfræsere |
 | CoroMill® 390D Pindfræser og retvinklet hjørneplanfræser |
CoroMill® 390D – applikationsområde
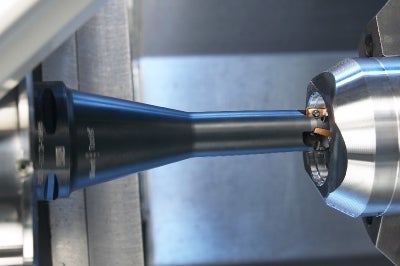
CoroMill 390D er virkelig en produktivitetsbooster til lange og slanke værktøjer og fungerer godt både i vertikale og horisontale maskiner. Fræserne er designet til lang rækkevidde, og er samtidig effektive, når der bearbejdes tæt på spændeenheder i multitask-maskiner.
Programmet består af Coromant Capto-størrelserne C6, C5 og cylindriske skafter i diametrene 20, 25 og 32 mm (0.79, 0.94 og 1.26 tomme) med en rækkevidde på 3–5 gange skærediameteren, DC.
- Stor stabilitet
- Stort program af grundholdere
- Førstevalg til lukket rækkevidde
- Stor stabilitet
- Stort program af grundholdere
- Integrerede multitask-spindler
- Førstevalg til lukket rækkevidde
- Coromant Capto® C5
- Coromant Capto® C6
- Cylindriske skafter
- CoroChuck™ 930 til en præcis fastholdning af fræseren
- Spændetænger
Korte og lange grundholdere
Med en kombination af dornmontering på adapterne og grundholdere med forskellige længder, har du løsninger til rådighed til de fleste applikationer op til 8 x BD. Til udhæng over 8 x BD, eller når du har andre, specifikke krav, er specialfremstillede løsninger det bedste alternativ.
| Ikke-dæmpet/Solid |  |
Specialfremstillet løsning |
Dæmpede adaptere til planfræsere og retvinklede hjørneplanfræsere
- Cx-391.05CD
- 392.41005CD
Vigtige overvejelser
At arbejde med roterende værktøjer er anderledes end drejning, hvor du har en udborestang i en solid værktøjsholder, men de fleste af betingelserne for vellykkede operationer er de samme:
|  |
Reducer vibration
Emneopspænding og maskinstabilitet er to vigtige faktorer, der skal overvejes grundigt for at minimere vibration.
Emne
- Fastgør emnet på den mest fordelagtige måde for at understøtte de skærekræfter, der opstår under bearbejdningsprocessen
- Brug fræsekoncepter med et design og en indgrebsvinkel, der genererer skærekræfter i den mest stabile retning på emnet.
- Optimer bearbejdningsstrategien og -retningen for at opnå så stabile bearbejdningsforhold som muligt
Maskine
- Maskinens tilstand har stor indflydelse på vibration. Meget kraftigt slid på spindellejerne eller tilspændingsmekanismen resulterer i dårlige bearbejdningsegenskaber.
Alle vibrationsdæmpede Silent Tools-adaptere er designet til forskellige udhæng, og med forskelligt justerede dæmpere. Den bedste performance opnås ved at bruge den optimale længde i stedet for at tilføje forlængeradaptere. Hvis der er brug for mere end 7–8 x BD, skal du bede om en specialfremstillet adapter.
Brug dæmpede adaptere til deres optimerede område! |
Retningslinier for programering
En generel regel inden for planfræsning er at holde fræseren konstant i indgreb, i stedet for at køre flere langsgående overløb. Det minimerer antallet af indføringer og udgange, og skåner skærene for ufordelagtige belastninger, der kunne føre til vibration.
 |  |
| Tilkørsel med radius | Hold fræseren konstant i indgreb |
Tilkørsel med radius
Lav tilkørsel med radius med uret for at få tynde spåner, så du nærmer dig nul ved udgangen. Denne fremgangsmåde vil forhindre vibrationstendenser, der kan stamme fra en
tyk-spån-ved-udgange-fremgangsmåde.
Fræseretning
Medfræsning er førstevalg til de fleste fræseoperationer. I nogle tilfælde, når maskinen ikke har tilstrækkelig effekt, eller emnet er meget eftergiveligt, foretrækkes modfræsning. Men husk, at skærekraften har tendens til at løfte emnet, når der modfræses. Dette skal modvirkes omhyggeligt, når emnet fastspændes.
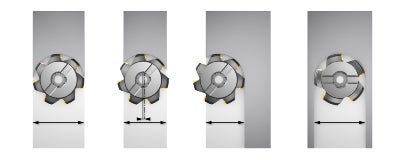
Position og diameter
Ved almindelig planfræsning skal fræserdiameteren være 20-50 % større end spånbredden, og fræseren skal være positioneret let excentrisk. Placér ikke fræseren præcist i centrum.
Når fræserdiameteren er mindre end emnet, anbefales det, at den maksimale spånbredde er 60-70 % af fræserdiameteren.
Ved fuldsporsfræsning er det meget vigtigt at reducere antallet af skær i indgreb for at undgå vibration.
Faktorer, der har indvirkning på vibration
Der er fire grundlæggende faktorer, der har en afgørende indflydelse på vibration:
- Indgrebs-/hovedvinkel og skærekræfter
- Fræserdiameter i forhold til radial spåndybde
- Skærgeometri
- Fræserens tanddeling
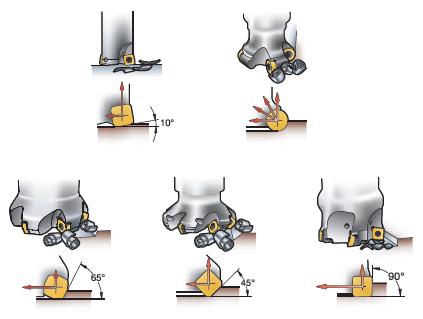
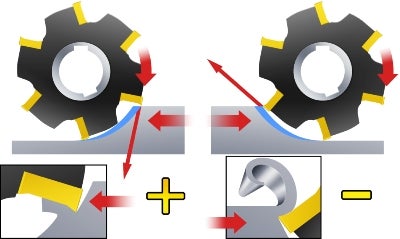
Indgrebsvinkel
Indgrebsvinklen er vigtig, da den afgør skærekræfternes retning. Jo større kappa-vinklen (KAPR) er, jo større er de radiale skærekræfter. Vælg fræserkoncept i henhold til proces og applikation.
Når de radiale skærekræfter øges, kan du se forskellen i funktionalitet mellem dæmpede og ikke-dæmpede værktøjer.
Med en lille indgrebsvinkel kombineret med kortere udhæng kan den maksimale spåndybde på fræseren blive nået, før der opstår vibration.
Øget værktøjsstabilitet | |||
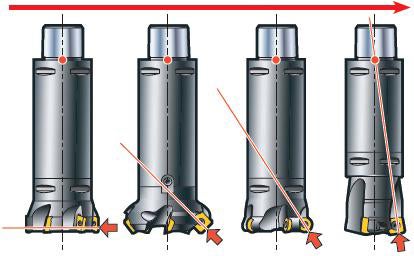 | |||
CoroMill 390/ CoroMill 490 | CoroMill 345 | CoroMill 200/ CoroMill 300 | CoroMill 210 |
Fræserdiameter i forhold til radial spåndybde
En mindre værktøjsdiameter reducerer kravene til kraft og moment samt de nedbøjende skærekræfter. Forholdet mellem fræserdiameter og det radiale indgreb skal holdes mindre end en eventuel maksimumværdi.
Skærgeometri
Det skærende værktøjs geometri skal være let eller medium.
Silent Tools-grænser
Høje temperaturer kan ændre dæmpningssystemets funktion. Brug luft eller indvendig kølevæsketilførsel, når det er muligt. Ekstrem n (o/min.) kan også reducere dæmpningssystemets funktion.
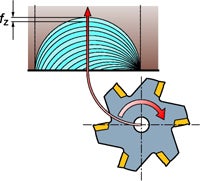
Fræserens tanddeling
Når flere skær er i kontakt med materialet, øges risikoen for vibration. Så længe du arbejder med spåndybder under den kritiske dybde for vibration, er et større antal skær imidlertid mere produktivt. Arbejd både med radialt indgreb og fræserens tanddeling for at finde den bedste performance. I de fleste tilfælde er en fåtandet fræser det bedste valg til produktiv bearbejdning med dæmpede værktøjer.
Fræser med differentieret tanddelingHarmoniske kræfter fremkalder vibration, og en fræser med differentieret tanddeling er derfor en effektiv måde at minimere vibration på. Den bryder de harmoniske kræfter, og øger derfor stabiliteten, og er særligt nyttig, når ae er høj og du har lange udhæng. |  |
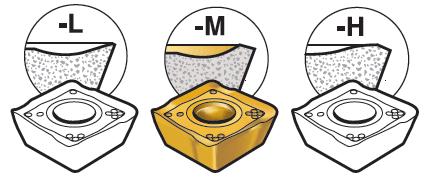
| Fåtandet -L | Normal tanddeling -M | Tættandet -H | ||
 |  |  | ||
| Fræser med differentieret tanddeling og med mindre antal skær. Førstevalg ved ustabile operationer pga. de laveste skærekræfter. | Fræser med regelmæssig eller differentieret tanddeling, afhængig af konceptet, med medium antal skær. Første valg til skrubfræsning under stabile forhold. | Fræser med regelmæssig tanddeling med maksimalt antal skær. Førstevalg til høj produktivitet med lav ae (mere end en skærkant i kontakt). |
Tips og idéer
Skærkvaliteter og geometrier
Vælg en lille skærkantrunding (ER). Gå fra en tyk belægning til en tynd. Brug ubelagte skær om nødvendigt. Brug skarpe og positive skær med spåndannelsesegenskaber.
Indgrebsvinkel
Jo mindre indgrebsvinkel jo tyndere spån og jo længere væk vil den sprede sig langs skærkanten. Det giver mulighed for højere tilspænding pr. tand. En mindre indgrebsvinkel vil også rette en større del af skærekraften i aksial retning og reducere risikoen for vibration.
Fræserens tanddeling
I de fleste tilfælde er en fåtandet fræser det bedste valg til produktiv bearbejdning med dæmpede værktøjer. Brug en fåtandet fræser for at forsinke ændringer i skærekraftens retninger. En reduktion af antallet af skær giver ofte mulighed for en betydelig forøgelse af den aksiale spåndybde.
Tilspænding pr. tand
En højere tilspænding pr. tand kan give en konstant forspænding på maskinespindlen og forhindre den i at bruge spillerummet i dens lejer.
Opnå maks. Q
Vælg ae mellem 60 % – 80 % som startværdi, hvis det er muligt. Reducer antallet af skær for at maksimere Q. Det er særligt vigtigt, når du bruger fuldsporsindgreb.
Spånafgang
Brug trykluft til at forhindre genbearbejdning af spånerne. Det er særligt vigtigt ved fræsning i dybe kaviteter. Bemærk at en fåtandet fræser vil have mere plads til at fjerne spånerne.
Indføring og udgang
Undgå situationer, hvor centerlinjen eller fræseren er på linje med emnets kant. I sådanne situationer går skæret ud af indgreb, når spåntykkelsen er på sit højeste, hvilket giver meget høje stødbelastninger ved indføring og udgang.