
Opboring
Přehled produktů
Sandvik Coromant tilbyder vibrationsdæmpede opboringsværktøjer til skrub- og sletopboring. Adapterne er designet med Coromant Capto bagendekoblinger for at få den bedst mulige fastspænding og fleksibilitet. Det giver dig en enestående fleksibilitet og modularitet ved bygning af ønskede værktøjsmoduler. Coromant Capto grundholdere fås i alle almindelige maskinkoblinger.
Silent Tools slet- og skrubopboringsværktøjer giver højere produktivitet og snævre tolerancer fra længder på 3–10 x BD. Når du bruger Silent Tools, har du mulighed for at fordoble spåndybden. Indvendig kølevæsketilførsel er en funktion, der retter strålerne præcist mod skærezonen.
Det er muligt at bruge forlænger- og reduktionsadaptere på vibrationsdæmpede opboringsværktøjer, men værktøjet vil ikke længere være optimeret. Men et vibrationsdæmpet værktøj med forlænger eller reduktion performer stadig bedre end et ikke-dæmpet værktøj.
Udborestangsadapter, diameter DC
inch
mm
| Specialfremstillede produkter |
CoroBore 825 ® Integreret, vibrationsdæmpet opboreværktøj 825 med 1 skær Coromant Capto |
DuoBore ™ Integreret, vibrationsdæmpet opboreværktøj med 2 skær Coromant Capto |
| Rough boring | Finboring | |
Opboreområde Ø 25-150 mm (0.984-5.906 tomme) | Opboreområde Ø 23-167 mm (0.906-6.575 tomme) | Opboreområde Ø 150-315 mm (5.906-12.402 tomme ) |
Vibrationsdæmpet DuoBore
™ |
Dampened CoroBore
® 825 | |
 |  |  |
| Coromant Capto® bagendekobling Indvendig kølevæsketilførsel |
 |
| 6 x DC (23.6–27.6 tomme) |
| IT9 |
| Indvendig |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Indvendig |
| 0.002 mm (0.000079 tomme) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
Radial justering af finborehoved:
|  |
®Sådan bruger du CoroBore 825
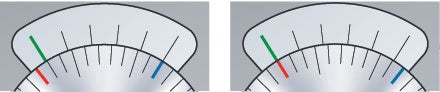
| Eksempel på indstilling: I dette eksempel er den blå linje på skalaen reference, fordi den står ud for en linje på noniusen i startposition. | 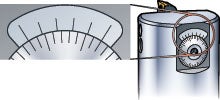 |
| Startposition | Justeret position |
 | |
Skalaskiven drejet med uret, indtil skalalinjen (rød) er på linje med den anden linje (grøn) på noniusskalaen. Diameteren øget med 0.002 mm (0.00008“) | |
 | |
Skalaskiven drejet med uret, indtil skalalinjen (rød) er på linje med den tredje linje (grøn) på noniusskalaen. Diameteren øget med 0.004 mm (0.00016“) | |
 | |
Skalaskiven drejet med uret, indtil skalalinjen (rød) er på linje med den tredje linje (grøn) på noniusskalaen. Diameteren øget med 0.006 mm (0.00024“) | |
 | |
Skalaskiven drejet med uret, indtil skalalinjen (rød) er på linje med den femte linje (grøn) på noniusen. Diameteren øget med 0.008 mm (0.00032“) | |
 | |
Skalaskiven drejt med uret, indtil skalalinjen (rød) er på linje med den sjette linje (grøn) på noniusen. Diameteren øget med 0.010 mm (0.0004“) = 1 inddeling på skalaen. |
Hlavní hlediska
Silent Tools-opboreværktøjerne kan nå maks. seks gange opborediameteren ind i dit emne. Hvis du har brug for at komme dybere ned, skal du spørge efter en specialfremstillet løsning.
Vores anbefaling er altid at bruge Silent Tools til lange udhæng, over 4 x BD.
Værktøjsudhæng og værktøjsdiameter
| 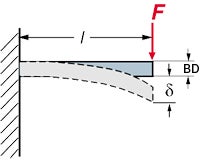 |
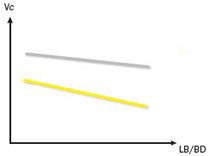 |   | -PR - WM | 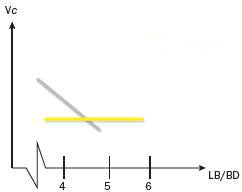 | | Konventionel vibrationsdæmpet adapter |
| Skærehastighed i forhold til udhæng, med forskellige geometrier | Skærehastighed i forhold til udhæng, med konventionelle og vibrationsdæmpede adaptere |
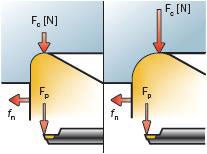
Skærform og indgrebsvinkel/hovedvinkel
Brug en indgrebsvinkel på 90° (0°) til skrubbearbejdning og 92° (-2°) til sletbearbejdning. Mindre kraft i radial retning giver mindre radial nedbøjning og vibration. Skær med trekantform (T-skær) er førstevalg til opboreoperationer. CoroTurn® 107-skær opfylder disse krav, og er førstevalg.
Næseradius
Næseradius, RE, på skæret er en vigtig faktor i forbindelse med drejeoperationer. Valg af næseradius afhænger af:
- Spåndybde, ap
- Tilspænding, fn
og påvirker:
- Overfladefinish
- Spånbrydning
- Skærstyrke
Lille næseradius
- Ideel til små spåndybder
- Reducerer vibration
- Lavere skærstyrke
Stor næseradius
- Store tilspændingshastigheder
- Store spåndybder
- Stærkere stærkant
- Større radiale kræfter
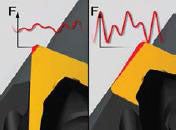
Næseradius i forhold til spåndybde
De radiale kræfter der skubber skæret væk fra skærefladen bliver mere aksiale efterhånden som spåndybden øges. Næseradiusen påvirker også spåndannelsen. Generelt forbedres spånbrydningen i takt med en mindre radius. En generel tommelfingerregel er, at spåndybden bør være større end eller lig med 2/3 af næseradiussen, eller det halve af næseradiussen i tilspændingsretningen.
Startværdierne for tilspænding afhænger af næseradiussen
| 0.4 (0.016) | 0.8 (0.031) | 1.2 (0.047) |
| 0.17 (0.007) | 0.22 (0.009) | 0.27 (0.011) |
 |  |
 |  |
| Kraftens retning er primært aksial | Kraftens retning både aksial og radial |
Skrubopboring

Produktiv opboring
| involverer to skærkanter og anvendes til skrubbearbejdningsoperationer i huller, med tolerance IT9 eller større, hvor spånvolumenet har førsteprioritet. Tilspændingshastigheden fremkommer ved at gange tilspændingshastigheden med antallet af skær. (fn=fz x ZEFF) |  Produktiv opboring |
Trinopboring
| Når man lægger en ekstra underlagsplatte under en af slæderne, tager skæret kun den inderste halvdel af den ønskede radiale spån, og resultatet er et trinopboringsværktøj. Vælg denne metode, hvis du ønsker at tage en større radial spån end ét skær kan tage, men husk at reducere den aksiale tilspænding til det, der er normalt for et værktøj med kun én skærkant. Hvis de to skær indstilles til at tage den samme radiale spåndybde, vil det yderste altid tage den største skærekraft som følge af en højere hastighed og større spånvolumen. Ved at gøre det rigtigt kan vibration let undgås, og der opnås sikkerhed for en glat overflade. Denne opspænding vil frembringe en trinformet skulder, hvis den ikke går gennem emnet. Tilspændingshastigheden og den frembragte overfladefinish er den samme, som hvis der kun bruges ét skær. (fn=fz). Den producerede hultolerance er IT9 eller større. | 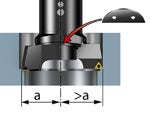 Trinopboring |
1-skærsopboring
1-skærsopboring er den bedste løsning, når:
Den producerede hultolerance er IT9 eller større. | 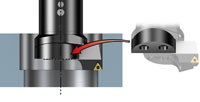 1-skærsopboring |
Sletopboring

Faktory ovlivňující vznik vibrací
For at reducere vibrationer skal du vælge et letskærende skær med en positiv skæregeometri og en lille næseradius. T-skær er førstevalg til opboreoperationer.
| Stor tendens til vibration | – Heavy feeds – Stor spåndybde – Stor skærkantsikkerhed |
 |  |
| Mindre tendens til vibration | – Ideel til lille spåndybde – Reducerer vibration |
Du kan finde informationer om andre vibrationspåvirkende faktorer, som f.eks. nedenstående, i applikationsvejledningen, læs mere.
- Skærspidsvinkel
- Positive geometrier
- Wiperskær
- Skærkantrunding
- Skæredata og skærehastighed.
Tipy a užitečné rady
- Vælg den størst mulige værktøjsdiameter med den kortest mulige grundholder
- Indgrebsvinklen skal være tæt på 90 grader for at skabe flere aksiale skærekræfter og færre radiale/tangentielle kræfter.
- En lille næseradius er ideel til små spåndybder og mindsker risikoen for vibrationer. Store næseradier har en stor skærkantsikkerhed og giver mulighed for kraftige tilspændinger og store spåndybder. Risikoen for vibration bliver større jo større næseradius du bruger. Derfor er trekantede, positive skær førstevalg til vibrationsdæmpede opboreoperationer
- Under stabile forhold skal du bruge wiperskær for at opnå høj produktivitet, eller når der kræves overflader af høj kvalitet
 | | |
 | Konventionel | |
| Vibrationsdæmpet adapter | |
| Færre radiale kræfter (Fc) med små radier |
med konventionelle og vibrationsdæmpede adaptere |
Værktøjsmodul og vedligeholdelseNår du bruger vibrationsdæmpede værktøjer i moduler, skal du sørge for at holde værktøjskroppene korrekt, så adapterne ikke bliver beskadiget. De bliver let deforme på grund af den lille godstykkelse.
|  |

