
CoroMill 345
Førstevalg til superproduktiv planfræsning

Bearbejdning med wiperskær

Indvendig køling
Bug indvendig køling for at opnå den bedste overfladefinish ved bearbejdning af rustfrit stål. Brug en kølevæskeskrue til indvendig køling.
Montering af underlagsplatte
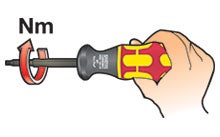
Momentværdi
Skærskrue: 3,0 Nm (26,5 in-lbs)
Underlagsskrue: 6,0 Nm (53 in-lbs)
Applikationstips
Sletfræsning med wiperskær
Der kan opnås perfekte bearbejdede overflade med standardskær i kombination med et eller flere wiperskær. Wiperskær arbejder bedst ved en høj tilspænding pr. omdrejning (fn) i justerbare fræsere med stor diameter og tæt tanddeling.

Sådan vælger du den rigtige tanddeling
Det er altid vigtigt at vælge den egnede tanddeling med de rette egenskaber til operationen.
• Ved bearbejdning af ISO P skal der bruges fræsere med L- eller M-tanddeling med højt fz for at bevare produktiviteten og reducere omkostningerne
• Tanddelingerne H og HX genererer en "blødere" lyd sammenlignet med andre fræsere
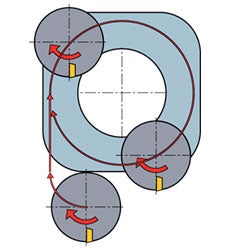
Hold fræseren i indgreb
Fræserens position i forhold til indgrebet i emnet, og den kontakt fræsertænderne har, er afgørende faktorer for en vellykket operation.
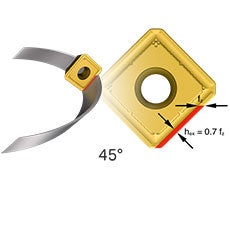
Maksimal spåntykkelse
Brug hex-værdien til fz-beregninger for at opnå maksimal produktivitet.
Hvis du beregner skæreparametrene i henhold til den rigtige hex-værdi, sikrer du et godt skæreforløb med bedre overfladekvalitet og værktøjslevetid.
Anbefalinger
●
Vanskelige betingelser

L
Begrænset stabilitet og kraft
Langt udhæng
◐
Almindelige betingelser

M
Almindelig fræsning
○
Gode betingelser

H
God stabilitet og kraft
Kortspånede materialer
☆
Fremragende betingelser

HX
Fremragende stabilitet og kraft
Kortspånede materialer
Førstevalg i skær
| Skrubfræsning | M-PH 4330 | T5M-MM 2040 | M-KH 3330 | T5E-MM S40T | M-PH 1010 |
| Medium | M-PM 4330 | T5E-MM 2040 | M-KM 3330 | T5E-MM S30T | M-PM 1010 |
| Sletfræsning | E-PL 1130 | T5E-ML 1040 | E-KL 1020 | T5E-ML S30T | E-PL 1010 |
| P | M | K | S | H |
Skæredata
| Geometri | ISO | CoroMill® 345 | |||||
| fz (tilspænding pr. tand), mm (tommer) | fz (hex), mm (tommer) | ||||||
| Min. | Start | Maks. | Min. | Start | Maks. | ||
| 345R-1305X-KL | ISO K | 0,07 (0,003) | 0,16 (0,006) | 0,22 (0,009) | 0,05 (0,002) | 0,11 (0,004) | 0,16 (0,006) |
| 345R-1305X-KM | ISO K | 0,16 (0,006) | 0,30 (0,012) | 0,40 (0,016) | 0,11 (0,004) | 0,21 (0,008) | 0,28 (0,011) |
| 345R-1305X-KH | ISO K | 0,25 (0,010) | 0,35 (0,014) | 0,55 (0,022) | 0,18 (0,007) | 0,25 (0,010) | 0,39 (0,015) |
| 345R-13T5X-ML | ISO M/S | 0,07 (0,003) | 0,11 (0,004) | 0,20 (0,008) | 0,05 (0,002) | 0,08 (0,003) | 0,14 (0,006) |
| 345R-13T5X-MM | ISO M/S | 0,15 (0,006) | 0,20 (0,008) | 0,45 (0,018) | 0,11 (0,004) | 0,14 (0,006) | 0,32 (0,013) |
| 345R-1305X-PL | ISO-P/H | 0,07 (0,003) | 0,17 (0,007) | 0,21 (0,008) | 0,05 (0,002) | 0,12 (0,005) | 0,15 (0,006) |
| 345R-1305X-PM | ISO-P/H | 0,15 (0,006) | 0,25 (0,010) | 0,40 (0,016) | 0,11 (0,004) | 0,18 (0,007) | 0,28 (0,011) |
| 345R-1305X-PH | ISO-P/H | 0,25 (0,010) | 0,40 (0,016) | 0,55 (0,022) | 0,18 (0,007) | 0,28 (0,011) | 0,39 (0,015) |
Registrer og hold dig opdateret.
Tilmeld dig til vores nyhedsbrev i dag

Sandvik Coromant Denmark
+4589882066