
Drejecentre
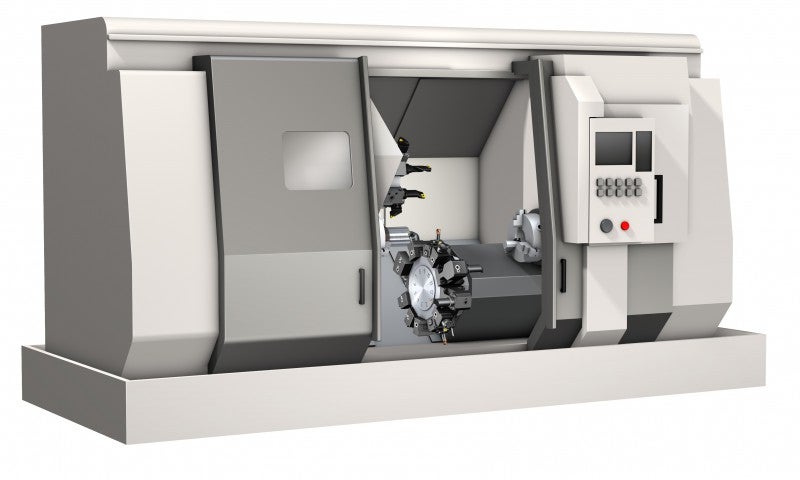
Drejecentre har mange forskellige funktioner og mulighed for flerakset drift. Det betyder, at man kan have en C-akse, Y-akse og drevne værktøjer på revolveren, så der både kan udføres drejning, fræsning, boring og gevindskæring.
Konfiguration af drejecentre
Man kan overveje at bruge flere forskellige slags udstyr i maskinen afhængig af, hvilken type komponent der fremstilles. Nøje overvejelser sikrer optimal og sikker bearbejdning.
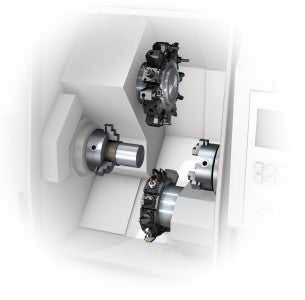
Revolverkobling
Udviklingen af drevne værktøjsholdere har medført, at drejecentre er blevet rigtige multifunktionelle maskiner.
De to traditionelle typer revolver, skaft og VDI, blev udviklet, dengang da drejecentre kun blev brugt til drejning og centerlinjeboring. Skaft og VDI er velegnede til traditionelle drejecentre.

Interface til skaftværktøj

VDI
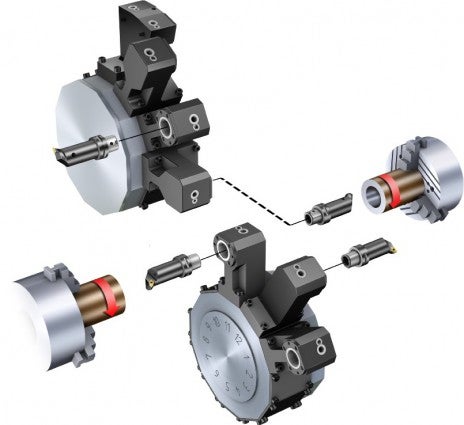
CBI (Coromant Capto®-boltinterface) er velegnet til multifunktionelle drejecentre. Denne kobling har mere plads inde i revolveren til den drevne værktøjsholders lejer, så der opnås den bedst mulige stabilitet og kortest mulige målelængder. CBI er unikke for hver enkelt maskinproducent, og det betyder, at man skal bruge maskintilpassede fastspændingsenheder (MACU), der passer til den bestemte maskinmodel.
CDI (Coromant Capto®-skiveinterface) er et standardiseret revolverinterface, der passer til mange forskellige maskinmærker og -modeller. Det er primært europæiske maskinproducenter, der leverer CDI som erstatning for VDI.

CBI

CDI
Forskellige konfigurationer af MACU gør det muligt at konfigurere revolveren til hvert produktionsmiljø ved at blande den rigtige kombination af udvendig, indvendig, statisk og drevet. Der bruges ofte dobbelte fastspændingsenheder til at øge antallet af værktøjspositioner.
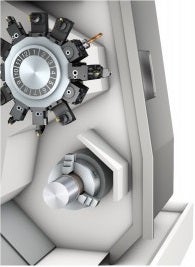
Drevet værktøj

Med drevne værktøjer kan der udføres fræsning og boring med C-aksestyring på hovedspindlen. 2-aksede bearbejdningstyper kan udføres, for eksempel notspor eller huller i centerlinjen. For at kunne fræse lommer eller bore uden for centerlinjen, skal der bruges en Y-aksefunktion.
Til boring er det bedst at bruge drevne værktøjsholdere med indvendig kølevæskeforsyning og højtrykskølevæske til at sikre den bedste spånafgang og processikkerhed.
Y-akse/revolver med halv indeksering
En Y-akse gør det muligt at bruge drevne værktøjer til 3-akset fræsning og boring uden for centerlinjen. De fleste funktioner, der kræver fræsning, har fordel af Y-aksen. Dobbelte drejepositioner kan tilføjes, og det øger antallet af værktøjer til søsterværktøj eller udvalget af holdere, og det reducerer behovet for at skifte værktøjsholdertyper.


Y-akse
Revolvere med halv indeksering giver mulighed for anvende dobbelte drejepositioner, så antallet af værktøjer øges. Der er ikke brug for denne mulighed, hvis der er en Y-akse til rådighed, så den vælges generelt på drejecentre uden drevne værktøjer.


Revolver med halv indeksering
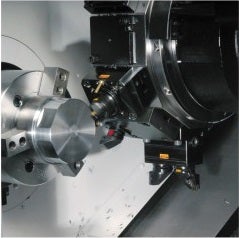
Sub-spindel/nederste revolver
For at kunne færdiggøre en komponent kræves der ofte bearbejdning fra begge sider. Subspindler anvendes ofte i kombination med en stangføder, og med denne kombination er det muligt at udføre ubemandet produktion af komplette komponenter.
Ved produktion af højere volumener kan den nederste revolver halvere cyklustiden sammenlignet med en enkelt revolver. Den nederste revolver muliggør tandemdrejning og bearbejdning på sub-spindlen samtidig med hovedspindlen, og det kan give lavere cyklustid. Typiske applikationer er lange, slanke komponenter som skafter og komponenter bearbejdet på begge sider ved hjælp af subspindler.
Ulemperne ved den nederste revolver er mindre komponentdiameter og længere programmerings- og opspændingstid, hvilket primært gør den egnet til drejecentre købt til specifikke komponenter.

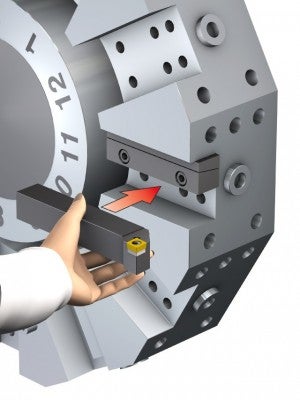
Værktøjsholderens offset-funktion

Når man opmåler værktøjerne på forhånd uden for maskinen, er det vigtigt at have en bestemt nulposition for hver fastspændingsposition. Værktøjsholderens offsetfunktion gør det muligt at sætte et opmålt værktøj i enhver fastspændingsenhed og bearbejde den første komponent rigtigt. Derved spares der måletid, og der bliver færre kasserede komponenter.
Højtrykspumpe
De fleste maskiner har højtrykskøling med et tryk på ca. 70 bar (1015 psi).
Automatisering
Fremtidens maskin- og værktøjskrav drives af de fælles udfordringer som globalisering, mangel på kvalificerede medarbejdere, kortere produktlivscyklusser og den konstante efterspørgsel efter lavere produktionsomkostninger. Gennem de seneste to årtier har tidens makrotrends vist os, at produktionsvirksomhederne primært fokuserer på at reducere antallet af produktionsprocesser og den samlede produktionstid (TMT). Det har banet vejen for mere automatiserede processer, stadig i et cellemiljø, med reduceret manuelle indgreb.
Maskiner, værktøjer og CAM vil blive videreudviklet til nye funktioner og vil hjælpe produktionen med at tage flere skridt i fremtiden for at tilpasse sig til de fremherskende udfordringer.
Hvad angår udviklingen inden for automatisering, er drejecentre bagud i forhold til bearbejdningscentre, men vi forudser, at fremtidens evolution og revolution vil ske inden for følgende områder:
- Højere skæreolietryk for at sikre spånkontrol, Coromant Capto® er allerede klar til at køre med op til 200 bar (2900 psi)
- Automatisk værktøjsskift, hvor der bruges robotter eller en portalkran
- Standardisering for at øge effektiviteten og forbedre kommunikationen
- Revolverinterface – lige som ved bearbejdningscentre, hvor fælles spindelinterface muliggør værktøjsrationalisering, er der brug for et nyt ISO-interface for at muliggøre fælles fastspændingsenheder
- Produktdata – den fælles værktøjsdefinition, defineret i ISO13399 giver os fremtidens produktionssprog til beskrivelse af værktøjsdata
Hurtigskift i drejecentre
Drejecentre har hurtig værktøjsvending, men har typisk en lavere udnyttelsesgrad end bearbejdningscentre på grund af tiden til værktøjsskift og opspænding. Brug Quick Change-holdere for at reducere opmåling, opspænding og tid til værktøjsskift og i stedet giver mere tid til bearbejdning.
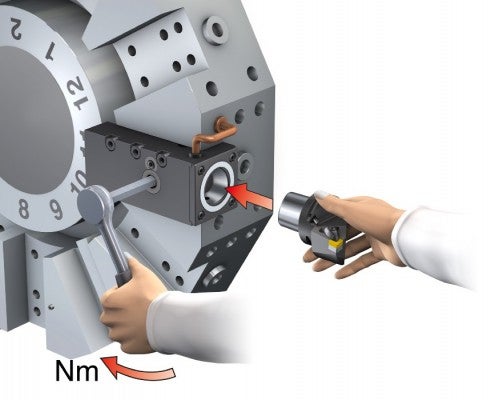
Automatisk værktøjsskift i drejecentre
Automatisk værktøjsskift fås til statiske og drevne værktøjsholdere til drejecentre udstyret med ATC-MACU-revolver.
Læs mere om automatisk værktøjsskift i drejecentre.

Sådan løses problemer med begrænset målelængde
Hver maskine har en maksimal revolversvingdiameter. Alle udvendige værktøjsprojektioner skal ligge inden for denne diameter, for at revolveren kan rotere uden kollision. Skærenheder til drejning har en fælles længde og offset-dimension for hver Coromant Capto®-størrelse.
Fastspændingsenhederne til hver maskin-revolverkobling er designet, så standard-skærenhederne holder sig inden for revolverens svingdiameter. Hvis der bruges drevne værktøjsholdere, tilrådes det også at holde værktøjet så kort som muligt, ikke kun så det holder sig inden for svingdiameteren, men også for at forbedre stabiliteten.
Lejerne på en drevet værktøjsholder er meget tættere sammen end på et bearbejdningscenter. Den korte målelinje reducerer vibration, så der kan opnås en bedre produktivitet med øget sikkerhed. For udvendige værktøjer, der overskrider længden for standard-skærenheder, kan revolverens svingdiameter ofte være en begrænsning.
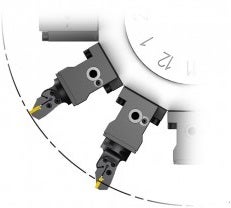
Til applikationer, med krav om længere værktøj (f.eks. bor), fås korte Coromant Capto®-værktøjer, som sikrer den kortest mulige målelinje og derved passer til revolverfrigangen. Korte Coromant Capto®-værktøjer har ingen griberspor og er kun beregnet til manuelle værktøjsskift.



Eksempler på Coromant Capto®-værktøjer med og uden griberspor
Karruseldrejecentre
Karruseldrejecenteret er udviklet som en hybrid mellem drejecenter og karruseldrejebænk.... chevron_right
Interpolationsdrejning
Interpolationsdrejning er udviklet til avancerede bearbejdningscentre og multitask-maskiner... chevron_right
Gearet til fremtiden
Udfordring: Hvordan sikrer man værktøjsskift ved ubemandede maskiner og eliminerer... chevron_right
Multitask-maskiner – horisontale
I en multitask-maskine kan man kombinere flere fræseprocesser og opsætninger i én... chevron_right
