
CoroCut® QI
Řešení optimalizované pro výrobu vnitřních a čelních drážek malých průměrů
Volba nástroje pro čelní zapichování
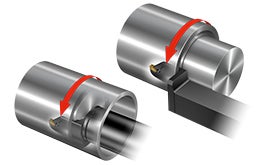
Zakřivení typu A nebo B
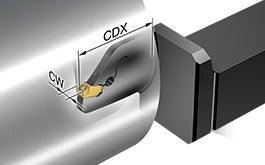
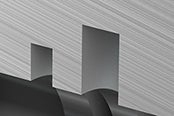
Šířka břitové destičky (CW)
Použijte břitovou destičku a nástroj s největší možnou šířkou, jakou lze pro danou drážku použít. Širší nástrojový držák má vyšší tuhost, a nabízí proto větší stabilitu.

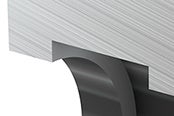
Maximální hloubka řezu (CDX)
S ohledem na dosažení maximální stability vždy použijte nástroj pro co nejkratší hloubku řezu (CDX).

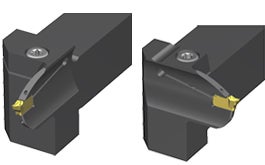
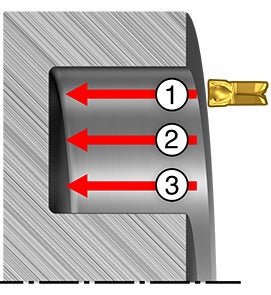
Rozsah průměrů prvního řezu (DAXIN a DAXX)
Použijte nástroj, který odpovídá největšímu průměru obráběné drážky. Nástroj pro větší průměr drážky je méně zakřivený a tedy i více tuhý a stabilní. To také umožňuje lepší kontrolu utváření třísek.

Praktické rady
Metodické postupy pro vnitřní zapichování
V závislosti na aplikaci existuje několik různých strategií, které je při vnitřním zapichování třeba vzít v úvahu.
Přečtěte si více o tom, jak postupovat při hrubování s nelineární dráhou nástroje, hrubování s radiálním posuvem, hrubování s využitím stranového soustružení a při dokončování, jakož i řadu dalších důležitých pokynů.
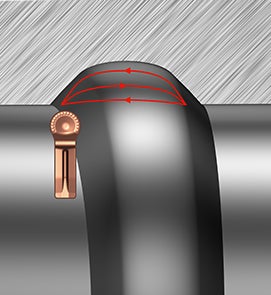
Metodické postupy pro čelní zapichování
V závislosti na aplikaci existuje několik různých strategií, které je při čelním zapichování třeba brát v úvahu.
Přečtěte si více o tom, jak postupovat při hrubování s axiálním posuvem, hrubování s využitím stranového soustružení a při dokončování, jakož i řadu dalších důležitých pokynů.
Vyložení nástroje
Abyste předešli vzniku vibrací, mělo by být vyložení nástrojové sestavy co nejkratší a použitá geometrie by měla umožňovat co nejlehčí řez.
Doporučení
Geometrie

| 
| 
| |
| -GF | -TF | -RM | |
| Použití: |
|
|
|
| Technická charakteristika: |
|
|
|
Nástrojové třídy
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Materiály: | ISO S, M a N | ISO P, M, K a S | ISO P a M | ISO P, M a S | ISO N a S |
| Technická charakteristika: |
|
|
|
|
|
| Geometrie: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
První volba nástrojové třídy a geometrie
 |
|
 |

|
|
| Vnitřní drážky | Široké vnitřní drážky | Čelní drážky | Tvarové obrábění vnitřních/čelních ploch | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
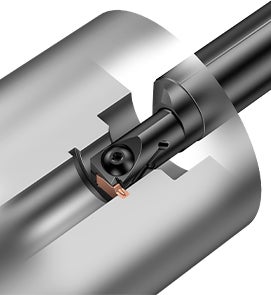
EasyFix™
Vyvrtávací tyče CoroCut® QI vždy používejte v kombinaci s objímkami EasyFix™. Správné nastavení výšky do osy hrotů při každém upnutí nástroje zaručuje v objímce zabudovaná odpružená západka, která zacvakne do drážky v tyči. Utěsnění kov na kov zaručuje spolehlivou funkci při tlaku řezné kapaliny až 150 barů.

Kódové značení
Stopkové nástroje QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Řezné hlavy CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Vyvrtávací tyč
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Rychloupínací systém pro stopkové
nástroje SL: Řezné hlavy CoroTurn® SL - Skupina produktů
- R: Pravostranné provedení nástroje
L: Levostranné provedení nástroje - F/G: Provedení nástrojového (stopkového) držáku 0º/90º
AF/AG: Vyvrtávací tyč pro čelní/vnitřní zapichování
- Velikost lůžka břitové destičky, E/F/G/H/J/K
- Hloubka řezu (CDX)
- C: Vnitřní přívod řezné kapaliny
- Velikost stopky/spojky
- Čelní plochy: DAXIN, min. průměr prvního řezu
Vnitřní plochy: Dmin1, min. průměr díry - Čelní plochy: Zakřivení typu A/B
Břitové destičky
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Skupina produktů
- Úhel břitu
N = Neutrální břitové destičky - Velikost lůžka břitové destičky
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Šířka břitové destičky (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Úhel nastavení hlavního ostří břitové destičky
00: Nulový úhel, 0° - Poloměr zaoblení rohu břitové destičky
02: 0.2 mm
03: 0.3 mm
04: 0.4 mm
- Geometrie břitové destičky
TF: Pro zapichování a stranové soustružení
GF: Broušená pro zapichování
RM: Pro tvarové obrábění
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910