
CoroMill® MH20
Frézování dutin s vysokými rychlostmi posuvu
Pokyny
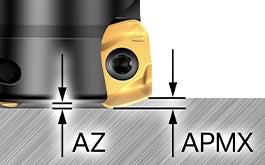
Maximální hloubka řezu (APMX)
Maximální hloubky řezu jsou:
IC06: 0.8 mm (0.031 inch)
IC08: 1.3 mm (0.051 inch)
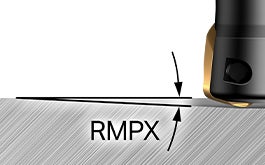
Úhel sestupu při zahlubování (RMPX)
Úhly sestupu při zahlubování :jsou:
IC06: 3.6°–10.1°
IC08: 1.7°–10.7°

Programovací poloměr (REEQ)
Programovací poloměry zaoblení rohů jsou:
IC06: 2.0 mm (0.079 inch)
IC08: 2.5 mm (0.098 inch)
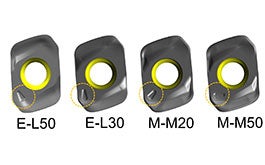
Značení geometrií
Břitové destičky jsou opatřeny výraznými značkami usnadňujícími rozlišení geometrií.
Užitečné rady
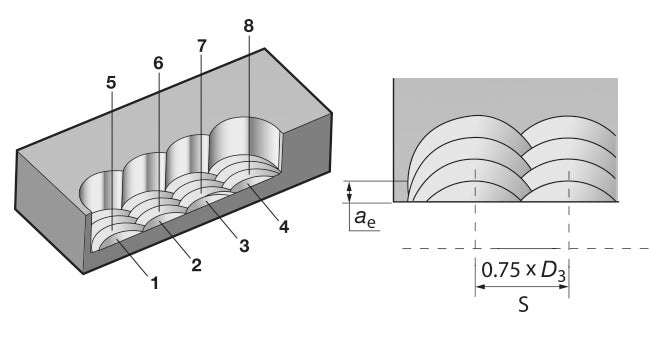
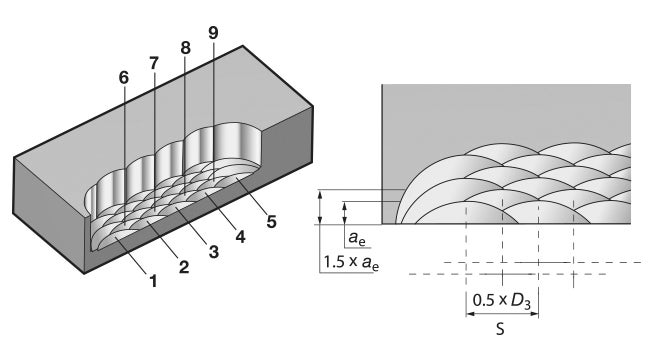
Tři klíče k úspěchu při postupném zahlubování
Postupné zahlubování je efektivním způsobem vstupu do obrobku při obrábění dutin. Existují tři klíčové parametry, se kterými je třeba správně pracovat, aby postupné zahlubování bylo úspěšné.
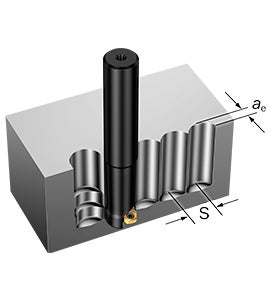
Ponorné frézování
Abyste při ponorném frézování zajistili, že v záběru bude více zubů najednou, měli byste použít nástroj se zvláště malou zubovou roztečí. Seznamte se s dalšími praktickými radami, které vám pomohou dosáhnout úspěšných výsledků při ponorném frézování. Vyhledejte řezné parametry v následující části s našimi doporučeními nebo si přečtěte více o ponorném frézování na naší informační stránce.
Doporučení
Kódové značení
Tělo frézy
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Frézování
- Vysoký posuv
- Řada = 2
- Verze = 0
- Frézy s palcovými rozměry
- R = Pravostranné provedení
- DCX
- Typ spojky
A/O = Válcová stopka (mm/inch)
Q/R = Upínací trn (mm/inch)
EH = Adaptér EH
- Velikost spojky
- Velikost VBD
- Zubová rozteč: L/M/H
Břitové destičky
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Frézování
- Vysoký posuv
- Řada = 2
- Verze = 0
- Velikost VBD
- Tloušťka
- Programovací hodnota poloměru zaoblení rohů
- Kvalita ostří
E: Po obvodu broušené
M: Přímo lisované
- Geometrie
- Nástrojová třída
Geometrie
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Po obvodu broušená geometrie | Po obvodu broušená geometrie | Přímo lisovaná geometrie | Přímo lisovaná geometrie |
| ISO S a M | ISO S a M | ISO P a H | ISO P |
|
|
|
|
Řezné parametry, doporučené posuvy
| Oblast ISO | Nástrojová třída | Velikost VBD | Geometrie | fz, počáteční hodnota (min-max) | |
| mm/z | inch/z | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Řezné parametry, doporučené řezné rychlosti
| Oblast ISO | Nástrojová třída | vc, (min-max) | |
| m/min | ft/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
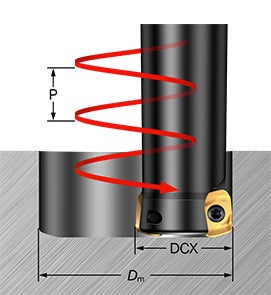
Postupné zahlubování po šroubovici
| Frézy s metrickými rozměry (DCX) | Frézy s palcovými rozměry (DCX) | Břitové destičky IC06 | Břitové destičky IC08 | ||||||
| Max. ap 0.8 mm (.031 inch) | Max. ap 1.3 mm (.051 inch) | ||||||||
| Max. úhel sestupu při zahlubování (RMPX) | Max. Dm | Min. zákl. Dm | Min. Dm | Max. úhel sestupu při zahlubování (RMPX) | Max. Dm | Min. zákl. Dm | Min. Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Ponorné frézování
Vyložení L ≤ 3×D
Pozor! S musí být ≤ 20 mm
| IC | Max. ae, mm (inch) | Posuv, mm/z (in/z) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Vyložení L ≥ 3×D
Pozor! S musí být ≤ 20 mm
| IC | Max. ae, mm (inch) | Posuv, mm/z (in/z) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Zůstaňte informováni - odebírejte náš newsletter.
Zaregistrujte se k odběru našeho informačního bulletinu ještě dnes

SANDVIK CZ s.r.o.
+420228880910