
CoroThread® 266
Oldukça rijit bir biçimde dış ve delik diş tornalama
OptiThreading™ yöntemi talaş sorununu çözer ve verimliliği artırır
Enerji üretimi endüstrisi için saplamalar üreten bir üretici, diş çekme işlemlerinde oluşan uzun talaşlar nedeniyle yetersiz uygulama güvenliği ve verimlilik sorunları yaşıyordu ve bu da tezgahın devir başına birden fazla kez durmasına neden oluyordu. Üretici, OptiThreading™ diş çekme yöntemini test ederek aşağıdaki sonuçları elde etti.
| Sanayi iş dalı: | Enerji üretimi |
| Operasyon: | Diş tornalama |
| Diş: | 1-3/8” - 8 UN (3,175mm hatve), Uzunluk 300 mm |
| Tezgah: | Doosan |
| Parça: | Çift vida dişli saplama |
| Malzeme: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Kesme sıvısı: | Evet |
| Resim mevcut değil |  | |
 | ||
| Kesintisiz işleme devri süresince kesici takım kesime girip çıkarken talaşlar etkin bir şekilde koptu. | ||
| Takım tutucu | 266RFG-2525-16 | 266RFG-2525-16 |
| Kesici uç | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Kesme değerleri | ||
| Vc (m/dak) | 50 | 110 |
| N (dev/dak) | 456 | 1000 |
| Fn (mm/dev) | 3,175 | 3,175 |
| nap (ilerleme sayısı) | 17 | 15 |
| Sonuçlar | ||
| Zorluk | Ayna ve parça etrafındaki talaşların temizlenmesi için devir sırasında 3 kez durdurulması gerekiyordu | Talaş sorunu yok ve iki kat verimlilik |
| Takım ömrü, kenar başına parça | Mevcut değil | Kenar başına tahmini çift parça sayısı |
OptiThreading™ için takım yolu ve NC programı, web tabanlı yazılım CoroPlus® Takım Yolu ile oluşturuldu.
OptiThreading™ programlama hakkında daha fazla bilgi edinin ve 30 günlük ücretsiz deneme için kaydolun.
"Artık ayna ve parça etrafındaki talaşların temizlenmesi için devir sırasında üç kez durdurmak zorunda değilim. Ayrıca, öncekine kıyasla iki kat daha fazla verimlilik ve takım ömrü sağlıyorum.”
- Enerji üretimi endüstrisinde hizmet veren üretici
OptiThreading™ yöntemiyle talaş kontrolü ve yüksek kalite
Çelikten özel vidalar üreten bir üretici, uzun talaş oluşumunun neden olduğu tekrarlanan proses sorunları konusunda memnuniyetsizlik yaşıyordu. Dahası, tamamlanmış parçalarda diş başlangıcında çapak görünüyordu. Üretici, OptiThreading™ diş çekme yöntemini test ederek aşağıdaki sonuçları elde etti.
| Sanayi iş dalı: | Genel işleme |
| Operasyon: | Diş tornalama |
| Diş: | M24 (3mm hatvesi) diş uzunluğu 168mm |
| Tezgah: | Traub |
| Parça: | Özel vida |
| Malzeme: | 32CrNiMo6 QT |
| Kesme sıvısı: | Evet |
| Resim mevcut değil | | |
 | ||
| Kısa talaşlar, diş tornalama işleminin stabilitesini önemli ölçüde iyileştirdi ve diş başlangıcındaki kalite sorununu ortadan kaldırdı. | ||
| Takım tutucu | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Kesici uç | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Kesme değerleri | ||
| Vc (m/dak) | 90 | 106 |
| N (dev/dak) | 1200 | 1400 |
| Fn (mm/dev) | 3 | 3 |
| nap (ilerleme sayısı) | 18 | 13 |
| Sonuçlar | ||
| Takım değişikliği nedeni | Uzun talaş oluşumu ile ilgili sorunlar | Talaş sorunu yok |
| Takım ömrü, kenar başına parça | 10 parça/kenar | 20 parça/kenar |
| Titreşim ekstra kaldırma mesafesi | - | 0.2 |
OptiThreading™ için takım yolu ve NC programı, web tabanlı yazılım CoroPlus® Takım Yolu ile oluşturuldu.
OptiThreading™ programlama hakkında daha fazla bilgi edinin ve 30 günlük ücretsiz deneme için kaydolun.
OptiThreading™ ile duruşlar olmadan diş üretimi sağlandı
Vida dişli çelik çubuklar üreticisi, kötü talaş kontrolü nedeniyle düşük verimlilik ve kaynak ağırlıklı üretim sorunları yaşıyordu. Üretici, OptiThreading™ diş çekme yöntemini test ederek aşağıdaki sonuçları elde etti.
| Sanayi iş dalı: | Genel işleme |
| Operasyon: | Diş tornalama |
| Diş: | MF40 X 3 diş uzunluğu 187 mm |
| Tezgah: | Biglia B545-SL |
| Parça: | Vida dişli çubuk |
| Malzeme: | Aisi303 paslanmaz çelik |
18%
Verimlilik artışı
+%15
Toplam devir süresi azaltma
+%23
Maliyet tasarrufu
 |  | |
| Taret ve takım üzerinde sürekli oluşan uzun talaşlar, talaşların uzaklaştırılması için işleme uygulamasının durdurulmasına neden oluyordu. | Kısa talaşlar, üretimin plansız duruşlar olmadan devam etmesini sağladı. Takım aşınması öngörülebilirliğinin artması, daha iyi üretim planlamasına da imkan tanıdı. | |
| Takım tutucu | 266RFG-2525-16 | 266RFG-2525-16 |
| Kesici uç | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Kesme değerleri | ||
| Vc (m/dak) | 119 | 119 |
| N (dev/dak) | 947 | 947 |
| Fn (mm/dev) | 3 | 3 |
| nap (ilerleme sayısı) | 15 | 13+1 (sıfır paso) |
| Sonuçlar | ||
| Zorluk | Kötü talaş kontrolü ve birden fazla tezgah duruşu | Üstün talaş kontrolü, güvenli üretim ve öngörülebilir takım ömrü |
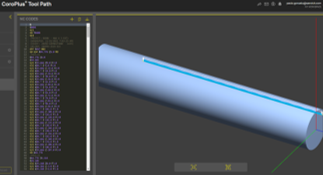
OptiThreading™ için takım yolu ve NC programı, web tabanlı yazılım CoroPlus® Takım Yolu ile oluşturuldu.
OptiThreading™ programlama hakkında daha fazla bilgi edinin ve 30 günlük ücretsiz deneme için kaydolun.
OptiThreading™ yöntemi talaş sorununu çözer
Otomotiv sanayide bağlantı çubuğu üretimi yapan bir üretici, diş çekme işleminde oluşan uzun talaşlar nedeniyle kalite ve verimlilik sorunları yaşıyordu. Üretici, OptiThreading™ diş çekme yöntemini test ederek aşağıdaki sonuçları elde etti.
| Sanayi iş dalı: | Genel |
| Operasyon: | Diş tornalama |
| Diş: | Trapez, hatve 4 mm, çap 80 mm x uzunluk 465 mm |
| Tezgah: | Mazak |
| Parça: | Bağlantı çubuğu |
| Malzeme: | 42CrMo |
| Kesme sıvısı: | Evet |
 |  | |
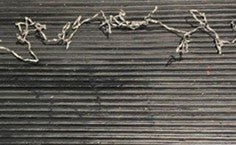
| Uzun talaşlar iş parçasının etrafına dolanarak sorunlara neden oluyordu ve bu durumda operatörlerin dikkat etmesi ve harekete geçmesi gerekiyordu. | Kısa talaşlar verimli bir şekilde kopar ve operatörler diğer görevlere odaklanmak üzere prosesi gözetimsiz bırakabilirdi. | |
| Takım tutucu | 266RFG-2525-22 | 266RFG-2525-22 |
| Kesici uç | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Kesme değerleri | ||
| Vc (m/dak) | - | - |
| N (dev/dak) | 379 | 379 |
| Fn (mm/dev) | 4 | 4 |
| nap (ilerleme sayısı) | 15 | |
| Sonuçlar | ||
| Takım değişikliği nedeni | Uzun talaş oluşumu ile ilgili sorunlar. Parça başına 2-3 kez durma ihtiyacı | Talaş sorunu yok |
| Takım ömrü, kenar başına parça | 25 parça/kenar | 15 parça/kenar |
| Titreşim ekstra kaldırma mesafesi | 0 | 0.6 |

OptiThreading™ için takım yolu ve NC programı, web tabanlı yazılım CoroPlus® Takım Yolu ile oluşturuldu.
OptiThreading™ programlama hakkında daha fazla bilgi edinin ve 30 günlük ücretsiz deneme için kaydolun.
“Kesici uç başına üretebildiğimiz parça sayısını azalttık, ancak mükemmel talaş kontrolü elde ettik. Bu, bizim için çok daha değerli bir durumdur. İşleme prosesinin izlenmesine gerek kalmadı ve operatörlerimiz diğer görevlere odaklanabildi.”
- Otomotiv parçaları üreticisi
Haber bültenine kayıt olun ve güncellemelerden ilk sizin haberiniz olsun.
Haber bültenimize bugün abone olun

Sandvik Coromant Turkey
+902164530730