
Sabit matkapla delik delme

Sabit matkapla delik delme nedir?
Sabit matkapla delik delme işleminde matkap yerine iş parçası döner. Bu yöntem kullanılırken matkabın tezgahın ekseniyle tam olarak hizalandığından emin olmak son derecede önemlidir.
Sabit matkapla delik delme işlemi için hizalama önerileri
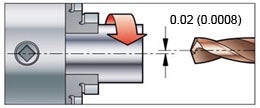
En iyi performans için takım salgısını veya TIR'ı (Toplam Gösterge Salgısı) minimuma indirin.
Not: Değiştirilebilir kesici uçlu bir matkap, deliğin ya da diskin altında görülebilecek küçük bir eksenel çekirdek oluşturur. Çekirdeğin ölçüsü 0,05-0,15 mm (0,002-0,006 inç) arasında olmalıdır; aksi takdirde kenar kırılmasına, titreşime, büyük ölçülü deliklere ve matkap gövdesinde aşınmaya sebep olabilir. Tornalanmak suretiyle delik işlemede, çekirdek ölçüsü farklı pozisyonlar sebebiyle değişir.
Karbür matkaplar
Değiştirilebilir kesici uçlu matkaplar
Uç kısmı değiştirilebilir matkaplar
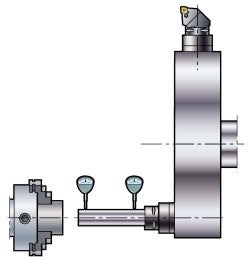
Sabit (dönmeyen) matkabın hizalanması
Matkap fener mili ekseniyle paralel olmalıdır; aksi takdirde delik ölçüsünden büyük veya küçük ya da huni biçimli olabilir. Ölçme, bir test barası ve saatli (ibreli) ölçü aleti ile yapılabilir.
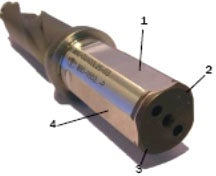
Dört düzlükle delik delin (değiştirilebilir kesici uçlu matkaplar)
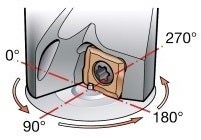
Matkap sapı etrafında eşit olarak konumlandırılmış dört düzlüğe sahip matkap kullanın. Dört düzlük pozisyonun her birine monte edilmiş matkapla delikler delin (0°, 90°, 180°, 270°). Delik ölçümü, iş parçasının merkez hattına göre çevresel kesici ucun konumunu ve tezgah hizalama durumunu gösterecektir
Taretin yer değiştirmesi (taret sapması) sebebiyle hatalı hizalama
Özellikle daha büyük matkaplar ve yüksek ilerleme fn ile yüksek kuvvetlerin söz konusu olduğu durumlarda, CNC bir torna tezgahında taretteki yer değiştirmeler (taret sapması) problem yaratabilir.
Kararlılığı test etmek için düşük ilerleme hızıyla bir delik ve yüksek ilerleme hızıyla bir delik açıp delik ölçülerini kontrol edin. Delik ölçülerinde büyük fark varsa taret sapma eğilimine sahip olabilir.
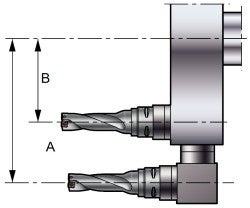
Taret sapmasını minimuma indirmek için
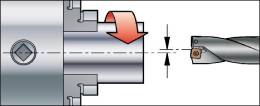
Önce takımı farklı bir şekilde monte ederek, manivela etkisinin minimize edilip edilemeyeceğini kontrol edin. Takımı daima mümkün olduğunca taret merkezine yakın monte edin. B pozisyonu A pozisyonuna tercih edilir.
Bu mümkün değilse, ilerleme/devirde bir azaltma (fn) ilerleme kuvvetini azaltacaktır. Aynı verimi korumak için ilerleme kuvvetini etkilemediğinden kesme hızı vc arttırılabilir.
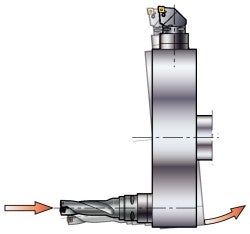
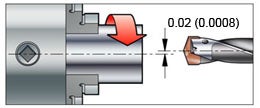
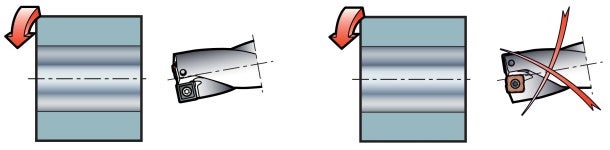
Değiştirilebilir matkaplar için taret sapması/yanlış hizalama önlenemiyorsa matkap gövdesinde aşınmayı önlemek için, soldaki resimde gösterildiği gibi matkap çevresel kesici uçla birlikte monte edilmelidir.
Düzensiz yüzey delme
Değiştirilebilir kesici uçlu matkaplar Düzensiz yüzey delme Titreşim yatkınlığı... keyboard_arrow_right
Değiştirilebilir matkaplar ile delik işleme
Takım değiştirme süresinden tasarruf için delik işleme operasyonlarında değiştirilebilir... keyboard_arrow_right
Kaba delik işleme
Kaba delik işleme temel olarak talaş kaldırmaya odaklıdır ve deliği ince talaş işleme... keyboard_arrow_right
Radyal ayarlı delik delme
Radyal ayarlı delik delme sadece değiştirilebilir uçlu matkaplarla mümkündür. Değiştirilebilir... keyboard_arrow_right
