
CoroCut® QD
ระบบเครื่องมือที่เชื่อถือได้สูงสุดสำหรับการกลึงตัด

การทดสอบการผลิตเพลา MX
การใช้ CoroCut® QD รวมกับหน้าลาย RM ช่วยให้เครื่องมือมีอายุการใช้งานนานกว่าและควบคุมเศษได้ดีกว่าเครื่องมือของแบรนด์อื่น
| ชิ้นงาน: | เพลา MX |
| วัสดุ: | 42CrMo4+QT |
| การทำงาน: | การกลึงร่อง |
| เครื่องจักร | Niles Simmons N30 |
| น้ำหล่อเย็น: | เพลา MX |
100%
อายุการใช้งานนานขึ้น
| CoroCut® QD | แบรนด์อื่น | |
| เม็ดมีด | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, รอบ/นาที | 290 | 290 |
| vc ม./นาที (ฟุต/นาที) | 160–180 (525–591) | 160–180 (525–591) |
| fn มม./รอบ (นิ้ว/รอบ) | 0.3 (0.012) | 0.3 (0.012) |
| ap มม. (นิ้ว) | 2.7 (0.106) | 2.7 (0.106) |
| อายุการใช้งานเครื่องมือ: | 2 ชิ้นงาน | 1 ชิ้นงาน |

การกลึงตัดในแกน Y (เยอรมนี)
| ชิ้นงาน: | CoroChuck™ 930 |
| วัสดุ: | X40 และ 16MnCr5 Ø102 มม. |
| การทำงาน: | การกลึงตัด |
| เครื่องจักร | Gildemeister GMX400 & STAMA MC734/MT-2C |
3X
ใช้อัตราป้อนงานได้สูงขึ้น
| เครื่องมืออ้างอิง | เครื่องมือที่แนะนำ | |
| เครื่องมือ | QD-NN2H60C25A | QD-NN1H60C25AY |
| เม็ดมีด | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc, ม./นาที (ฟุต/นาที) | 120 (394) | 120 (394) |
| fn, มม./รอบ (นิ้ว/รอบ), วัสดุ X40 | 0.10 (0.004) | 0.30 (0.012) |
| fn, มม./รอบ (นิ้ว/รอบ), วัสดุ 16MnCr5 | 0.15 (0.006) | 0.35 (0.014) |
การตัดเฉือนตัวปรับต่อปั๊ม (สหรัฐอเมริกา)
ความท้าทาย
ลูกค้าต้องการคำตอบที่จะมาช่วยแก้ปัญหาเกี่ยวกับอายุการใช้งานของเครื่องมือที่ไม่สม่ำเสมอและประสิทธิภาพการผลิตที่ยังไม่เป็นที่พึงพอใจผลการทดสอบ
ตัดเฉือนชิ้นงานได้มากขึ้นหลายร้อยเปอร์เซ็นต์ต่อคมตัดและระยะเวลาการผลิตรวดเร็วขึ้น
ข้อดีของการเปลี่ยนมาใช้ CoroCut QD
- อายุการใช้งานเพิ่มขึ้นจาก 150 เป็น 600 ชิ้นงานต่อคมตัด
- ประสิทธิภาพการผลิตเพิ่มขึ้น 43%
- ประหยัดระยะเวลาในการผลิตได้ 34 ชั่วโมง
CoroCut QD สามารถตัดเฉือนชิ้นงานได้มากกว่าถึงสี่เท่าต่อคมตัด รวมทั้งใช้ระยะเวลาตัดเฉือนสั้นกว่ามาก
| การทำงาน | การกลึงตัดแท่งชิ้นงาน, Ø46 มม. (1.81 นิ้ว) |
| วัสดุชิ้นงาน | เหล็กสเตนเลส, P5.0.2.PH (320 HB) |
| เครื่องมือ | QD-NG-0300-0003-CR 1135 |
| เม็ดมีด | QS-QD-RFG26C2525D |
+300%
อายุการใช้งานเครื่องมือ
| CoroCut QD | แบรนด์อื่น | |
| เวลาในการตัดเฉือน (นาที) | 47 | 140 |
| vc ม./นาที (ฟุต/นาที) | 91.4 (300) | 64 (210) |
| fn มม./รอบ (นิ้ว/รอบ) | 0.076 (0.003) | 0.089 (0.0035) |
| อายุการใช้งานเครื่องมือ (ชิ้นงาน) | 600 | 150 |
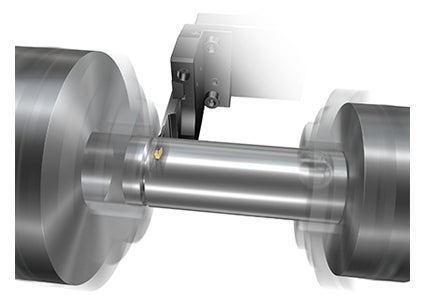
การกลึงตัดแท่งชิ้นงาน (จีน)
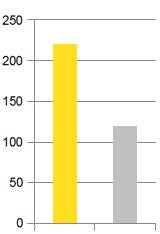
CoroCut QD มีอายุการใช้งานนานกว่าถึง 83 เปอร์เซ็นต์ แม้จะใช้ค่าการตัดสูงกว่า เนื่องจากมีระบบจ่ายน้ำหล่อเย็นที่ด้านบนและด้านล่างของตัวเครื่องมือ การจับยึดที่มั่นคง และชั้นเคลือบผิวเม็ดมัดที่แข็งแรง
| การทำงาน | การกลึงตึดแท่งชิ้นงาน, Ø46 มม. (1.81 นิ้ว) |
| วัสดุชิ้นงาน | เหล็กแสตนเลส, P5.0.2.PH (320 HB) |
| เครื่องมือ | QD-NG-0300-0003-CR 1135 |
| เม็ดมีด | QS-QD-RFG26C2525D |


CoroCut QD
แบรนด์อื่น
+83%
อายุการใช้งานเครื่องมือ
| CoroCut QD | แบรนด์อื่น | |
| vc, ม./นาที (ฟุต/นาที) | 105 (344) | 90 |
| fn, มม./รอบ (นิ้ว/รอบ) | 0.17 (0.007) | 0.15 (0.006) |
| อายุการใช้งานเครื่องมือ (ชิ้นงาน) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240