
CoroCut® QD
ระบบเครื่องมือที่เชื่อถือได้สูงสุดสำหรับการกลึงตัด
วิธีการติดตั้งตัวจับยึดเครื่องมือ
อ่านและดาวน์โหลดวิธีการใช้งาน:
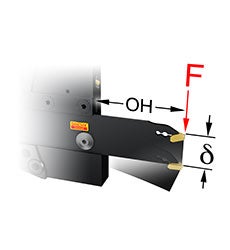
การกลึงตัดตามแนวแกน Y: การปรับตั้งในเครื่องกลึงกัดหลายแกน
สำหรับเครื่องกลึงกัดหลายแกน การวัดความยาวของเครื่องมือมักจะทำโดยใช้อุปกรณ์ออปติคอลขณะที่ยังไม่ได้ติดตั้งเครื่องมือเข้ากับเครื่องจักร
การกลึงตัดตามแนวแกน Y: การวัดด้วยโพรบในเครื่องกลึงอัตโนมัติ
การวัดความยาวของเครื่องมือมักจะทำโดยใช้โพรบหลังจากที่ติดตั้งเครื่องมือเข้ากับเครื่องจักรแล้ว
การกลึงตัดตามแนวแกน Y: การปรับตั้งในเครื่องจักรระบบป้อนอัตโนมัติ
ดูวิธีการปรับตั้งเครื่องมือแบบด้ามในเครื่องจักรระบบป้อนอัตโนมัติ
เคล็ดลับการใช้งาน
Application tips for increased tool life
There are a number of tips that when followed will radically improve tool life when parting off.

CoroCut® QD: Reliable parting off
Take an in-depth look at CoroCut® QD in this comprehensive film.

Efficient parting and grooving
Learn more about how to part off and machine deep grooves without compromising process security or machining efficiency.

Learn more, earn more
Get a deeper insight into the significant advantages of effective coolant delivery and how to get the most out of your parting and grooving operations.
คำแนะนำ
เม็ดมีด

|

|

|

|

|
||
| ประเภทวัสดุ | กลุ่มวัสดุ ISO |
การกลึงตัดท่อ |
การกลึงตัดแท่งชิ้นงาน, สภาพการทำงานดี |
การกลึงตัดแท่งชิ้นงาน, สภาพการทำงานไม่เอื้ออำนวย |
การกลึงกระแทกเล็กน้อย |
การกลึงกระแทกรุนแรง |
| เหล็กกล้าอัลลอย | P | GC4425 -CF | GC4425 -CM | GCC1135 -CR | GC1135 -CM | GC1135 -CR |
| เหล็กกล้าคาร์บอนต่ำ | P | GC1125 -CL | GC1125 -CL | GC1135 -CR | GC1135 -CM | GC1135 -CR |
| เหล็กสเตนเลส | M | GC1125 -CM | GC1125 -CM | GC1135 -CM | GC1145 -CM | GC1145 -CM |
| เหล็กหล่อ | K | GC4425 -CM | GC4425 -CM | GC1135 -CR | GC1135 -CR | GC1135 -CR |
| โลหะที่ไม่มีแร่เหล็ก | N | H13A -CO | H13A -CO | H13A -CM | H13A -CM | H13A -CM |
| HRSA และไทเทเนียม | S | GC1105 -CO | GC1105 -CO | GC1145 -CM | GC1145 -CM | GC1145 -CM |

|

|
|

|
||
| ประเภทวัสดุ | กลุ่มวัสดุ ISO |
การกลึงร่อง |
การกลึงร่องกว้าง |
การกลึงขึ้นรูป |
การกลึงตัดแกน Y |
| เหล็กกล้าอัลลอย | P | GC4425 -CR | GC1125 -TF | GC4335 -RM | GC4425 -CH |
| เหล็กกล้าคาร์บอนต่ำ | P | GC4425 -CL | GC1125 -TM | GC1125 -RM | GC1225 -CH |
| เหล็กสเตนเลส | M | GC1135 -TF | GC1135 -TF | GC1135 -RM | GC1135 -CH |
| เหล็กหล่อ | K | GC4425 -CR | GC1125 -TM | GC4335 -RM | GC4425 -CH |
| โลหะที่ไม่มีแร่เหล็ก | N | H13A –TF | H13A –TF | GC1125 -RM | H13A -CH |
| HRSA และไทเทเนียม | S | GC1105 -TF | GC1105 -TF | GC1125 -RM | GC1105 -CO |
- เริ่มต้นด้วยค่าการตัดที่แนะนำเป็นตัวเลือกแรก
- ค่าการตัดที่แนะนำทั้งหมดเป็นกรณีที่ไม่มีระบบน้ำหล่อเย็นความเที่ยงตรงสูง
- เมื่อใช้ระบบน้ำหล่อเย็นความเที่ยงตรงสูง ความเร็วจะเพิ่มขึ้น 30-50%
- หน้าลาย -TF, -CF และ -CH เป็นแบบไวเปอร์ที่ให้ผิวงานคุณภาพดีเยี่ยม
สำหรับคำแนะนำเกี่ยวกับเม็ดมีดและหน้าลาย โปรดดูที่หน้า
เม็ดมีดและเกรดสำหรับการกลึงตัดและการกลึงร่อง
ลงทะเบียน ติดตามข่าวสาร
สมัครรับจดหมายข่าวของเราวันนี้

Sandvik Thailand Limited
+66 2 016 2120At 51, Major Tower Rama 9-Ramkumhang,19th Floor, Room No. 1904-6, Rama 9 Road, Kwaeng Huamark, Khet Bangkapi, Bangkok 10240