
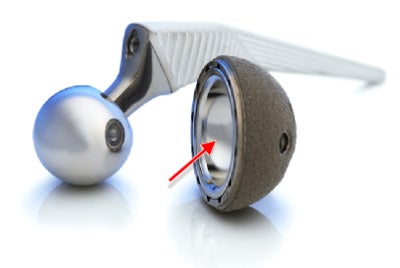
Acetabular cup
Since cobalt chrome is an abrasive material, the challenges when machining the internal sphere include getting a high surface finish, reducing vibration using longer tools and getting inserts to run a full batch.
vc can be altered, but pushing feed (fn /fz) above 0.15 mm (0.006 inch) is very destructive to tool life.
Benefits
- Highly effective process with circular ramping
- Longer tool life and less tool breakage
- Secure process
- ime
- High quality surfaces with positive round in
- serts

Machining solution
- Drilling with CoroDrill® 846
- Circular interpolation milling with CoroMill® 216 (for more information, see below)
- Semi finish turning with positive round insert
- Finish turning with positive round insert (for more information, see below)
- Parting off
- Polishing
Machining solution – circular interpolation milling
Circular interpolation generates a constant spiral to generate a rough form for the semi finishing tool. Use a 1.5 mm (0.060 inch) spiral tool path pitch.
Machining solution - finish turning
Selected component features
- Internal sphere
- External sphere
The challenges when machining the external sphere include getting good chip control, reducing vibrations with longer tools and getting inserts to run a full batch.
It is important to have a dedicated fixturing in sub spindle.

Benefits:
- Increased tool life
- Secure process
Machining solution
- Roughing: Use T-Max P. Use HP for chip control and process security.
- Semi Finish / Finish turning: Use positive round insert (for more information, see below)
Machining solution – semi finish/finish turning
Femoral head
The challenges when machining the taper hole include getting a high surface finish,... keyboard_arrow_right
Bone screw machining
Machining challenge is to avoid burr formation in milled features in the tip when... keyboard_arrow_right
Generator shaft
There is a range of typical turning operations used for shafts that have undergone... keyboard_arrow_right
Steam turbine shaft
Turbine shafts are mainly machined through turning and groove-cutting operations... keyboard_arrow_right
