
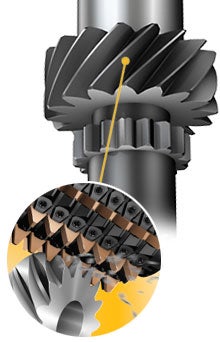
เฟืองและร่องฟัน
เฟือง
การผลิตเฟืองให้ได้พิกัดความเผื่อต่ำในขั้นตอนแรกถือเป็นความท้าทายที่พบได้บ่อย
สำหรับการผลิตเฟืองเป็นจำนวนมากในขนาดโมดูล 3-10 การใช้หัวกัดแบบถอดเปลี่ยนเม็ดมีดได้ถือเป็นทางเลือกที่ประหยัดต้นทุนเมื่อเทียบกับการใช้หัวกัดร่องเฟืองเหล็กกล้าไฮสปีดแบบลับคมได้หรือการใช้หัวกัดร่องเฟืองคาร์ไบด์ สำหรับเฟืองขนาดโมดูลเล็กและการผลิตจำนวนไม่มาก ขอแนะนำให้ใช้หัวกัดแบบจานรวมกับเม็ดมีดโปรไฟล์เต็มและเทคนิค InvoMilling ซึ่งถือเป็นทางเลือกที่ให้ประสิทธิภาพยอดเยี่ยมสำหรับการผลิตเฟืองต้นแบบ
CoroMill® 176
CoroMill 176 ได้รับการออกแบบสำหรับผลิตเฟืองที่มีขนาดโมดูล 3-10 โดยสามารถใช้ความเร็วตัดได้สูง รวมทั้งยังเปลี่ยนเม็ดมีดได้ง่าย ซึ่งช่วยลดรอบระยะเวลาในการผลิตให้สั้นลง ส่งผลให้เป็นตัวเลือกสำหรับงานกัดเฟืองที่ให้ประสิทธิภาพการผลิตสูง
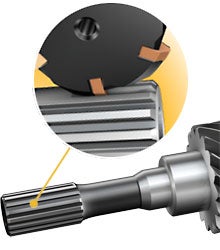
รองฟัน
ถ้าคุณกำลังมองหาเครื่องมือกัดรองฟันที่ใช้งานได้อย่างยืดหยุ่น หัวกัดแบบจาน เช่น CoroMill® 171.4 และ CoroMill 172 ถือเป็นตัวเลือกที่ดีสำหรับการผลิตจำนวนไม่มาก การออกแบบเม็ดมีดคาร์ไบด์แบบถอดเปลี่ยนได้ช่วยให้คุณสามารถตัดเฉือนชิ้นงานได้โดยใช้เครื่องจักรทั่วไป เช่น เครื่องกลึงกัดหลายแกนและเครื่องจักรอัตโนมัติครบวงจร รวมถึงเครื่องจักรกัดรองเฟืองโดยเฉพาะ
CoroMill® 171.4 และ CoroMill® 172
หัวกัดแบบจาน CoroMill® 171.4 และ CoroMill 172 ให้ความเอนกประสงค์และประหยัดเวลาสำหรับงานกัดรองฟันที่มีขนาดโมดูล 0.8-3 (CoroMill 171.4) และ 3-10 (CoroMill 172)

การปอกผิวงานประสิทธิภาพสูง
การปอกผิวงานประสิทธิภาพสูงเป็นวิธีการที่ให้ประสิทธิภาพการผลิตสูงสำหรับการผลิตฟันเฟืองและร่องฟันเป็นจำนวนมาก วิธีการนี้ช่วยให้สามารถตัดเฉือนชิ้นงานทั้งชิ้นได้ในเครื่องจักรอเนกประสงค์ 5 แกนโดยใช้การปรับตั้งเพียงครั้งเดียว การตัดเฉือนจะใช้รอบระยะเวลาสั้นลงกว่ามากเมื่อเทียบกับวิธีการตัดเฉือนทั่วไป เช่น การแทงขึ้นรูป การตัดเฉือนขึ้นรูป และการกัดร่องเฟือง
หัวกัด PM-HSS และหัวกัดคาร์ไบด์ ®CoroMill 178 มีให้เลือกสำหรับงานกัดเฟืองขนาดโมดูล 0.2–6 (DP 120–4) และหัวกัดแบบถอดเปลี่ยนเม็ดมีดได้ ®CoroMill 180 มีให้เลือกสำหรับขนาดโมดูล 2–8 (DP 12–3)

InvoMilling™
InvoMilling เป็นวิธีการอเนกประสงค์สำหรับการผลิตเฟืองในเครื่องกลึงกัดหลายแกนสมัยใหม่หรือเครื่องจักรอัตโนมัติครบวงจรแบบ 5 แกน โดยเป็นวิธีการใหม่ที่ให้ความประหยัดในการผลิตเฟืองโดยไม่จำเป็นต้องมีเครื่องจักรกัดร่องเฟืองโดยเฉพาะ
เนื่องจากการตัดเฉือนชิ้นงานทั้งชิ้นสามารถทำได้ด้วยการปรับตั้งเพียงครั้งเดียวในเครื่องจักรเครื่องเดียว จึงสามารถลดระยะเวลาการผลิตโดยรวมลงได้อย่างมาก ยิ่งเมื่อใช้วิธีการนี้รวมกับเครื่องมือที่เหมาะสม คุณจะสามารถใช้ค่าการตัดได้สูงขึ้น รวมถึงลดต้นทุนต่อเฟืองลงได้มากยิ่งขึ้นอีกขั้น
ดูข้อมูลเพิ่มเติม
