
CoroCut® QD
Det mest tillförlitliga systemet för avstickning

MX-skafttillverkningstest
CoroCut® QD tillsammans med -RM-geometri genererade längre livslängd och bättre spånkontroll.
| Komponent: | MX-axel |
| Material: | 42CrMo4+QT |
| Operation: | Spårstickning |
| Maskin | Niles Simmons N30 |
| Skärvätska: | MX-axel |
100 %
verktygslivslängd
| CoroCut® QD | Konkurrenten | |
| Skär | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, rpm (varv/min) | 290 | 290 |
| vc m/min (fot/min) | 160–180 (525–591) | 160–180 (525–591) |
| fn mm/varv (tum/varv) | 0,3 (0,012) | 0,3 (0,012) |
| ap mm (tum) | 2,7 (0,106) | 2,7 (0,106) |
| Skärlivslängd: | 2 komponenter | 1 komponent |

Avstickning i Y-led TYSKLAND
| Komponent: | CoroChuck™ 930 |
| Material: | X40 och 16MnCr5 Ø 102 mm |
| Operation: | Avstickning |
| Maskin | Gildemeister GMX400 & STAMA MC734/MT-2C |
3X
Högre matningshastighet
| Referens | Rekommenderad | |
| Verktyg | QD-NN2H60C25A | QD-NN1H60C25AY |
| Skär | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/min (fot/min) | 120 (394) | 120 (394) |
| fn mm/varv (tum/varv), X40-material | 0,10 (0,004) | 0,30 (0,012) |
| fn mm/varv (tum/varv), 16MnCr5-material | 0,15 (0,006) | 0,35 (0,014) |
Bearbetning av pumpadapter USA
Utmaning
Kunden letade efter en lösning på problem med oförutsägbar skärlivslängd och för låg produktivitet.Resultat
Flera hundra procent fler detaljer per egg och kortare produktionstid.
Fördelar med att byta till CoroCut QD
- Bättre skärlivslängd, från 150 till 600 detaljer per egg
- Ökade produktiviteten med 43 %
- Sparade 34 timmars produktionstid
CoroCut QD kunde bearbeta fyra gånger så många komponenter per skäregg och på mycket kortare tid.
| Operation | Avstickning av stång, Ø46 mm (1,81 tum) |
| Material i arbetsstycket | Rostfritt stål, P5.0.2.PH (320 HB) |
| Verktyg | QD-NG-0300-0003-CR 1135 |
| Skär | QS-QD-RFG26C2525D |
+300 %
verktygslivslängd
| CoroCut QD | Konkurrenten | |
| Tid i ingrepp (min) | 47 | 140 |
| vc m/min (fot/min) | 91,4 (300) | 64 (210) |
| fn mm/varv (tum/varv) | 0,076 (0,003) | 0,089 (0,0035) |
| Skärlivslängd (art.) | 600 | 150 |
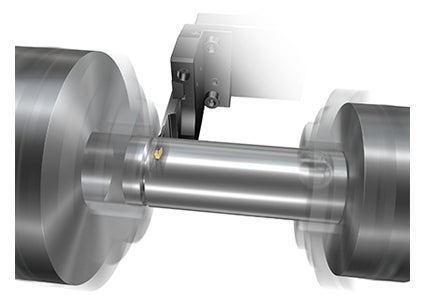
Avstickning av stång KINA
Med högre skärdata ökade CoroCut QD skärlivslängden med 83 %. Detta tack vare övre och undre kylning, extra stabil fastspänning och stark skärbeläggning.
| Operation | Avstickning av stång, Ø46 mm (1,81 tum) |
| Material i arbetsstycket | Rostfritt stål, P5.0.2.PH (320 HB) |
| Verktyg | QD-NG-0300-0003-CR 1135 |
| Skär | QS-QD-RFG26C2525D |


CoroCut QD
Konkurrenten
+83 %
verktygslivslängd
| CoroCut QD | Konkurrenten | |
| vc m/min (fot/min) | 105 (344) | 90 |
| fn mm/varv (tum/varv) | 0,17 (0,007) | 0,15 (0,006) |
| Skärlivslängd (art.) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70