
Radiellt justerad borrning

Radiellt justerad borrning är endast möjligt vid användning av vändskärsborr.
Radiell justering av ett vändskärsborrs diameter utökar arbetsområdet och gör det möjligt att:
- Uppnå snävare håltolerans genom förinställning av exakt borrdiameter, vilket eliminerar tillverkningstoleranser för borr och skär
- Göra ett större hål än borrdiametern och undvika behovet av att lagerhålla andra storlekar
- Producera hål med steg och fas med ett standardborr, vilket är möjligt i en applikation med stillastående borr
Obs: Vi rekommenderar inte att du justerar borret till en mindre diameter än den nominella, eftersom det kan orsaka att borrkroppen repas mot hålets vägg.
Producera ett större hål än borret
Maxjusteringen för radiell borrning beror på hur centrumskäret och periferiskäret överlappar. Radiell justering inverkar på skärkraften; välj den lägre matningen i det rekommenderade intervallet.
Icke-roterande tillämpning för radiell borrning
Radiell offsetförskjutning
- Hålen kan borras större än borrets nominella storlek
- Kan användas för att generera koniska hål
- Faser och avbackningar kan bearbetas
- Ett hål som ska gängas kan förberedas i en passering tillsammans med fasningen
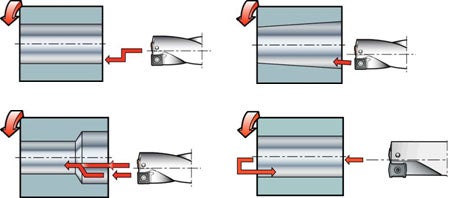
Förinställning i en svarv
Genom förinställning av borret, vilket eliminerar tillverkningstoleranserna för borrkroppen/skärläget och skäret, kan en tolerans inom ±0,05 mm (0,002 tum) (IT10-11) upprätthållas vid radiell borrning under stabila förhållanden.

Roterande tillämpning för radiell borrning
Justerbar hållare
Det här är den mest exakta och stabila lösningen för radiell justering i en applikation med roterande borr. Hylsor används för att anpassa olika ISO-skaftstorlekar till en hållare.
- Radiell justering -0,2 /+0,7 mm (-0,008/+0,028 tum)
- Notera att borrets justeringsområde inte bör överskridas
- Håltoleranser ner till ± 0,05 mm (0,002 tum)
Hållaren ställs in genom att man vrider skalringen som omger hållaren. Den är graderad i steg om 0,05 mm (0,002 tum) som anger diametral rörelse.
Man kan behöva minska matning/varv (fn) p.g.a. längre verktygsöverhäng och de mindre balanserade skärkrafter som offsetförskjutning skapar.
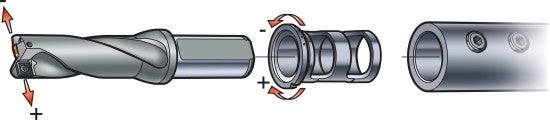
Excentrisk hylsa för radiell borrning
En excentrisk hylsa kan användas tillsammans med vändskärsborr, med cylindriska ISO 9766-skaft. Den bör endast användas vid förinställning för att uppnå en snävare håltolerans.
Om hylsan används måste du använda en hållare som är en storlek större, dvs. borrskaftdiameter 25 mm + hylsa innebär att hållare med 32 mm diameter bör användas.
- Det radiella justeringsområdet är cirka -0,05/+0,15 mm (-0,002/+0,006 tum)
- Justering under den nominella diametern rekommenderas inte
- Varje prick ökar/minskar håldiametern med lite drygt 0,10 mm (0,004 tum)
- Vrid moturs för att minska diametern
- Vrid medurs för att öka diametern
- Använd båda skruvarna för att spänna fast borret i fixturen och se till att bultarna i hållaren är tillräckligt långa
Nolläge

Finuppborrning
Finuppborrningsoperationer används i syfte att förbättra ett befintligt hål, att... chevron_right
Uppborrning med vändskärsborr
Vändskärsborr kan användas vid uppborrning för att spara tid vid verktygsbyte. Uppborrning... chevron_right
Borrning i ojämna ytor
Vändskärsborr Borrning i ojämna ytor Använd kortast möjliga borr för att minimera... chevron_right
CoroDrill® 881
En problemlösare för hål med diameter under 24 mm (0,945 tum). Detta komplementverktyg... chevron_right
