
Förslitning och felsökning vid borrning
Felsökning
- Vändskärsborr
- Borr med utbytbar spets
- Solitt hårdmetallborr
Vändskärsborr
Överdimensionerade hål
Roterande borr
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Prova en tåligare geometri på periferisidan (behåll centrumskäret)
Stillastående borr
- Kontrollera linjeringen på svarven
- Rotera borret 180 grader
- Prova en tåligare geometri på periferisidan (behåll centrumskäret)
Underdimensionerade hål
Roterande borr
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Prova en tåligare geometri på centrumsidan och en lättskärande geometri på periferisidan
Stillastående borr
- Stationär: Kontrollera linjeringen på svarven
- Stationär: Rotera borret 180 grader
- Prova en tåligare geometri på centrumsidan och en lättskärande geometri på periferisidan
Stift i hål
Roterande borr
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Prova en annan geometri på periferisidan och justera matningshastigheten inom rekommenderade skärdata
- Korta borröverhänget
Stillastående borr
- Kontrollera linjeringen på svarven
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Korta borröverhänget
- Prova en annan geometri på periferisidan och justera matningshastigheten inom rekommenderade skärdata
Vibrationer
- Korta borröverhänget, förbättra arbetsstyckets stabilitet
- Sänk skärhastigheten
- Prova en annan geometri på periferisidan och justera matningshastigheten inom rekommenderade skärdata
Otillräckligt maskinmoment
- Minska matningen
- Välj en lättskärande geometri för att sänka skärkraften
Otillräcklig maskineffekt
- Sänk hastigheten
- Minska matningen
- Välj en lättskärande geometri för att sänka skärkraften
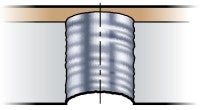
Hålet inte symmetriskt
Hålet blir bredare längst ner (pga. spånstockning på centrumskäret)
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Prova en annan geometri på periferisidan och justera matningshastigheten inom rekommenderade skärdata
- Korta borröverhänget
Dålig verktygslivslängd

- Kontrollera skärdatarekommendationen
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Korta borröverhänget, förbättra arbetsstyckets stabilitet och kontrollera verktygsinfästningen
- Kontrollera att inte skäreggen/skärläget och skruven är skadade
- Se avsnitt om typisk förslitning för specifika åtgärder
- Välj en slitstarkare sort om möjligt
Brutna skärskruvar

- Använd en momentnyckel för att skruva fast skruven, tillsammans med Molykote
Dålig ytjämnhet
- Det är viktigt att ha bra spånkontroll
- Minska matningen (om det är viktigt att bibehålla vf, öka även hastigheten)
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Korta borröverhänget, förbättra arbetsstyckets stabilitet
Spånor fastnar i borrets spånkanaler
Orsakas av långa spånor
- Kontrollera geometri och rekommenderade skärdata
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Minska matningen inom rekommenderade skärdata
- Öka skärhastigheten inom rekommenderade skärdata
Avböjning

- Håltolerans utanför intervallet
- Dålig ytjämnhet – märken från returrörelse
- Förslitning på borrkroppen
- Skärbrott
| Orsak | Lösning |
| För höga skärkrafter | 1. Välj en geometri med mindre hörnradie 2. Minska matningen 3. Minska matningen vid ingång |
| Otillräcklig stabilitet | 1. Öka stabiliteten 2. Välj en kortare borrkropp (4xD -> 3xD) |
Spånbildningsproblem
Långspånande material, t.ex. rostfritt stål eller stål med låg kolhalt
| Resultat | Möjlig orsak | Lösning |
| Dåliga/långa spånor – spånstockning | Fel geometri | Välj geometri –LM |
| Dålig ytjämnhet | För låg skärhastighet | Öka skärhastigheten |
| Skär- eller verktygsbrott | För hög matning | Minska matningen |
Kortspånade material, t.ex. normalt stål
| Resultat | Möjlig orsak | Lösning |
| Dåliga/långa spånor – spånstockning | Icke-roterande verktyg (svarv) | Välj geometri för låg matning (GR -> GM) |
| Dålig ytjämnhet | Fel geometri | Öka matningen |
| Skär- eller verktygsbrott | 1. För låg skärhastighet 2. För låg matning | Öka skärhastigheten |
Borr med utbytbar spets
Utanför håltolerans
- Kontrollera förslitningen på skäreggen
- Kontrollera rundgången
- Minska matningen
- Kontrollera arbetsstyckets stabilitet, verktygsinfästningen och arbetsstyckets yta
- Pilot-/centrerborra för längre borr
- Vid icke-roterande applikation – kontrollera linjeringen
Vibration
- Korta borröverhänget, förbättra arbetsstyckets stabilitet och kontrollera verktygsinfästningen
- Sänk skärhastigheten
- Justera matning/varv
Otillräcklig maskineffekt eller otillräckligt vridmoment
- Sänk hastigheten
- Minska matningen
- Välj en lättskärande geometri för att sänka skärkraften
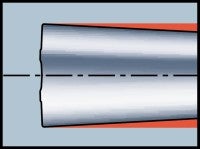
Ej cylindriskt hål
Hålet blir bredare vid ingången
- Kontrollera rundgången
- Justera matningen
- Korta borröverhänget och kontrollera verktygsinfästningen
- Gör ett pilothål med ett kort borr för längre borr
Dålig verktygslivslängd
Kontrollera skärdatarekommendationen
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Korta borröverhänget, förbättra arbetsstyckets stabilitet och kontrollera verktygsinfästningen
- Kontrollera att inte skäreggen/skärläget och skruven är skadade
- Se avsnitt om typisk förslitning för specifika åtgärder
- Välj en slitstarkare sort om möjligt
Dålig ytjämnhet
- Det är viktigt att ha bra spånkontroll
- Minska matningen (om det är viktigt att behålla vf, öka även hastigheten)
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret
- Korta borröverhänget, förbättra arbetsstyckets stabilitet
Spånor fastnar i borrets spånkanaler
- Justera skärdata för bättre spånkontroll
- Öka skärvätskeflödet, rengör filtret, rensa skärvätskehålen i borret, kontrollera skärvätskekoncentrationen
- Problem med spånstockning kan orsaka extrem förslitning på borrkroppen
- Ta bort eventuellt arbetsstyckesmaterial som har fastnat på borrkroppen för att undvika spånstockning
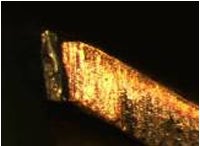
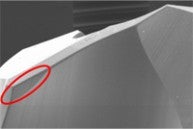
Ingångsspåna

”Barr” perifert
- Risk för onödigt hög förslitning om du kan se smala spånor (”barr”) perifert i början
- Möjlig orsak – obalans pga.: RundgångsfelLutande ingångFör hög matningInstabila/svaga förhållandenHörnbrott/förslitning
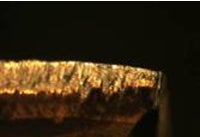
Spånkontroll – optimering

- Skrapmärken på spånorna som visas ovan är ett tecken på spånstockning som påverkar hålkvaliteten på ett negativt sätt. För att förbättra hålkvaliteten rekommenderar vi att du minskar matningen och, om möjligt, ökar hastigheten
Solitt hårdmetallborr
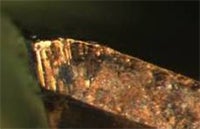
Ingångsspåna – solid hårdmetall/borr med utbytbar spets
”Barr” perifert
- Risk för onödigt hög förslitning om du kan se smala spånor (”barr”) perifert i början
- Möjlig orsak – obalans pga.: RundgångsfelLutande ingångFör hög matningInstabila/svaga förhållandenHörnbrott/förslitning
Spånkontroll – optimering
- Skrapmärken på spånorna som visas ovan är ett tecken på spånstockning som påverkar hålkvaliteten på ett negativt sätt. För att förbättra hålkvaliteten rekommenderar vi att du minskar matningen och, om möjligt, ökar hastigheten
Typer av förslitning vid borrning
- Vändskärsborr
- Borr med utbytbar spets
- Solitt hårdmetallborr
Vändskärsborr
Fasförslitning
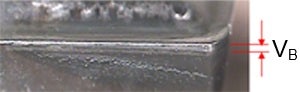
Fasförslitning är den föredragna förslitningstypen i balanserat läge. Fasförslitning kan orsaka:
- Dålig ytjämnhet
- Håltolerans utanför intervallet
- Effektökning
| Orsak | Åtgärd |
| 1. För hög skärhastighet (vc) | 1. Sänk skärhastigheten (vc) |
| 2. För dålig slitstyrka hos sorten | 2. Välj en slitstarkare sort |
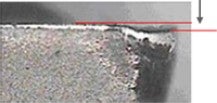
Gropförslitning
Centrumskär

Periferiskär

Fasförslitning kan orsaka:
- En svag skäregg, som kan leda till eggbrott och dålig spånformning
- Dålig ytjämnhet
- Effektökning
| Orsak | Åtgärd |
| Centrumskär: Nötande spånor (material i arbetsstycket) | Centrumskär: Minska matningen |
| Periferiskär: Diffusionsförslitning orsakad av höga temperaturer (värre för PVD) | Periferiskär: 1. Sänk skärhastigheten 2. Välj en slitstarkare sort (ofta MTCVD) |
| Välj en mer positiv skärgeometri för bättre spånbildning |
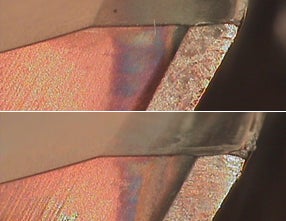
Plastisk deformation
Stukning
Intryckning

Intryckning eller stukning av eggen kan orsaka dålig spånkontroll, dålig ytjämnhet och hål utanför toleranserna.
| Orsak | Åtgärd |
| För hög skärtemperatur i kombination med högt tryck (matning och/eller hårdhet hos arbetsstycket) | Minska matningen (fn) Välj en sort med bättre hållfasthet mot plastisk deformation (varmhållfasthet) Sänk skärhastigheten (vc) |
| Slutresultatet av en för hög fas- och/eller gropförslitning | Välj en sort med bättre hållfasthet mot plastisk deformation (varmhållfasthet) Sänk skärhastigheten (vc) |
Urflisning i skärzonen

Urflisning i skärzonen kan orsaka:
- För stor fasförslitning
- Dålig ytjämnhet
| Orsak | Åtgärd |
| Instabila förhållanden | Förbättra stabiliteten (verktygsöverhäng, fastspänning) |
| Ojämn yta | Minska matningen vid ingång. Välj en tuffare geometri |
| Inte tillräckligt seg sort | Välj en segare sort |
| För svag skärgeometri | Välj en starkare geometri |
| Otillräcklig skärvätska | Öka skärvätskan |
| Sandinneslutningar (gjutjärn) | Välj en starkare geometri och minska matningen |
Brott
Brott kan orsaka:
- Förstört verktyg
- Förstört arbetsstycke

| Orsak | Åtgärd |
| Otillräcklig stabilitet | Förbättra stabiliteten (förkorta verktygsöverhänget, förbättra arbetsstyckets fastspänning etc.) |
| Intermittenta ingrepp | Minska matningen, välj en tåligare geometri (-GR eller –GT) |
| Otillräcklig skärvätska | Öka skärvätskan |
| För hög matning eller för hög/låg skärhastighet | Justera skärdata |
| För spröd sort (P-skär) | Välj en segare sort |
| Slitet skär | Fastställ säker skärlivslängd för periferiskär |
Löseggsbildning (BUE)

Löseggsbildning kan orsaka:
- Dålig ytjämnhet och urflisningar i eggen då löseggsbildning slits loss av spånor
- Urflisning av skäreggen
| Orsak | Åtgärd |
| Ogynnsam temperatur (skärhastighet) | Öka/minska skärhastigheten (hög/låg temperatur) Välj en belagd sort |
| Geometrin är för negativ | Välj en mer positiv skärgeometri |
| Kletande material | Öka oljeblandningen och skärvätskans volym/tryck |
| För liten andel oljeblandning i skärvätskan | Öka oljeblandningen och skärvätskans volym/tryck |
Borr med utbytbar spets
Typisk förslitning i olika material för -PM-geometri
Olegerat stål/CMC01.1




- Förslitning i marginal/periferi börjar som strålförslitning och utvecklas längs med marginalbredden och in i kanalen
- Stadigt ökande förslitning på huvudeggen
Låglegerat stål/CMC02.2
- Stadigt ökande förslitning på huvudeggen/marginalen nära hörnet
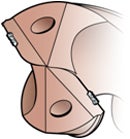
Fasförslitning

Fasförslitning på huvudeggen
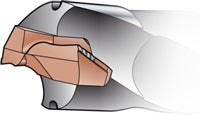
Fasförslitning på rundfas
Normal och lämpligaste typ av balanserad förslitning
| Orsak | Åtgärd |
| För hög skärhastighet | Sänk skärhastigheten |
| För låg andel olja i skärvätskan | Öka andelen olja i skärvätskan (kontrollera med oljeåterförsäljaren så att du inte överskrider den rekommenderade halten) |
| Otillräckligt skärvätskeflöde | Öka skärvätskeflödet |
| För stort totalindikeringskast (vid slitage på marginalen) | Kontrollera den radiella rundgångsnoggrannheten (vid slitage på marginalen) |
Plastisk deformation
| Orsak | Åtgärd |
| Skärhastighet och/eller matning för hög | Sänk skärhastigheten och/eller matningen |
| Otillräckligt skärvätskeflöde | Öka skärvätskeflödet |
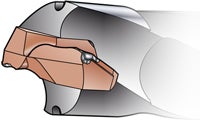
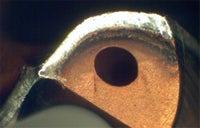
Urflisning
Urflisning i periferin
Urflisning i huvudeggen
Urflisning är en mycket vanlig förslitningstyp när man borrar i ett förborrat hål. Om spetsvinkeln är mindre på det förborrade hålet försämras stabiliteten och hörnen kan skadas. Det sker också om toleranserna på spetsvinklarna inte stämmer överens. Detta kan undvikas med specialtillverkade borr eller genom att fräsa ett plant bottenhål.
| Orsak | Åtgärd |
| Instabila förhållanden | Kontrollera konfigurationen |
| För stort totalindikeringskast | Kontrollera det radiella kastet |
| För hög matning | Minska matningen |
| Otillräckligt skärvätskeflöde (värmespricka) | Kontrollera skärvätsketillförseln |
Löseggsbildning

| Orsak | Åtgärd |
| Olämplig skärhastighet | 1. Öka skärhastigheten om lösegg byggs upp i centrum 2. Öka skärhastighet om lösegg byggs upp i periferin |
| För låg andel olja i skärvätskan | Öka andelen olja i skärvätskan (kontrollera med oljeåterförsäljaren så att du inte överskrider den rekommenderade halten) |
Om du inte kan undvika löseggszonen helt, beräkna en hastighet där löseggen hamnar i borrets starkaste del (=50 % av diametern).
Användning av utvändig skärvätsketillförsel kan påverka spånavgången negativt.

Öka skärhastigheten för att flytta löseggen
mot borrcentrum

Sänk skärhastigheten för att flytta
löseggen mot periferin eller eliminera löseggen
Solitt hårdmetallborr
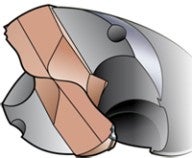
Fasförslitning
Fasförslitning på huvudeggen

Fasförslitning på rundfas
Lämpligaste typ av balanserad förslitning
| Orsak | Åtgärd |
| För stort totalindikeringskast | Kontrollera det radiella kastet |
| För hög skärhastighet | Sänk skärhastigheten |
| För låg matning | Öka matningen |
| För mjuk sort | Använd en hårdare sort |
| Otillräcklig skärvätska | Öka skärvätsketrycket |
Fasförslitning på tvärskäret


| Orsak | Åtgärd |
| För stort totalindikeringskast | Kontrollera det radiella kastet |
| För låg skärhastighet | Öka skärhastigheten |
| För hög matning | Minska matningen |
Fasförslitning på tvärskäret påverkar också hålkvaliteten genom dålig centrering.
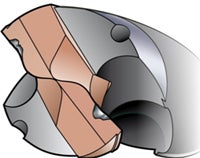
Urflisning

Urflisning i periferin

Urflisning i huvudeggen
Urflisning är en mycket vanlig förslitningstyp när man borrar i ett förborrat hål. Om spetsvinkeln är mindre på det förborrade hålet försämras stabiliteten och hörnen kan skadas. Det sker också om toleranserna på spetsvinklarna inte stämmer överens. Detta kan undvikas med specialtillverkade borr eller genom att fräsa ett plant bottenhål.
| Orsak | Åtgärd |
| Instabila förhållanden | Kontrollera konfigurationen |
| För stort totalindikeringskast | Kontrollera det radiella kastet |
| Otillräcklig skärvätska (värmespricka) | Kontrollera skärvätsketillförseln |
| Max. tillåten förslitning har överskridits | Justera skärdata |
Borrbrott

| Orsak | Åtgärd |
| För stort totalindikeringskast | Kontrollera det radiella kastet |
| Instabila förhållanden | Kontrollera konfigurationen |
| Otillräcklig spindeleffekt | Kontrollera skärdata |
| Spånstockning | Kontrollera skärvätsketillförseln |
| För hög matning | Minska matningen |
| Överdriven förslitning | Kontrollera förslitningen oftare |
Löseggsbildning


| Orsak | Åtgärd |
| För låg skärhastighet och eggtemperatur | 1. Öka skärhastigheten om lösegg byggs upp i centrum 2. Öka skärhastighet om lösegg byggs upp i periferin |
| Negativ fas för stor | Vassare skäregg |
| Ingen beläggning | Beläggning på eggen |
Om du inte kan undvika löseggszonen helt, beräkna en hastighet där löseggen hamnar i borrets starkaste del (=50 % av diametern).
Användning av utvändig skärvätsketillförsel kan påverka spånavgången negativt.
Öka skärhastigheten för att flytta
löseggen mot borrcentrum
Sänk skärhastigheten för att flytta
löseggen mot periferin eller eliminera löseggen
Typisk förslitning
Oavsett material
- Alltid fasförslitning
- Urflisning uppträder sällan Bearbetningssäkerhet
Olegerat stål/CMC01.1
- Marginal/periferiförslitning Förslitningen börjar som strålförslitningVäxer ut mot hörnet
Låglegerat stål/CMC02.2
- Hörnförslitning

Höglegerat stål/CMC03.11
- Betydande fasförslitning
- Små skador på hörn

Hörnutförande
Varning!
- Missta inte förstärkningen för slitage
Felsökning
Dålig ytjämnhet Använd ett kort och stabilt verktyg Avlägsna spånorna genom att... chevron_right
Felsökning
Överdimensionerad gänga Orsak Lösning Fel tolerans Fel... chevron_right
Skärverktygsmaterial
Introduktion Valet av skärverktygets material och sort är en viktig faktor när man... chevron_right
Utbildningshandbok
G H C 24 SWE SWE Bearbetbarhet Verktygshållar- Uppborrning <code>Borrning</code>... chevron_right
