
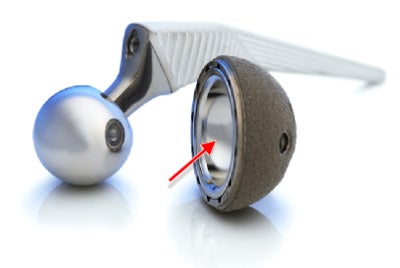
Höftledsskål
Eftersom koboltkrom är ett nötande material inkluderar utmaningarna vid bearbetning av den invändiga sfären att uppnå hög ytjämnhet, att minska vibrationerna med längre verktyg och att få skären att kunna bearbeta en hel serie.
vc kan ändras, men att höja matningen (fn /fz) över 0,15 mm (0,006 tum) är mycket negativt för verktygets livslängd.
Fördelar
- Mycket effektiv process med cirkulär rampning
- Längre verktygslivslängd och färre skärbrott
- Säker process
- Kort cykeltid
- Högklassiga ytor med positiva runda skär

Bearbetningslösning
- Borrning med CoroDrill® 846
- Cirkulärinterpoleringsfräsning med CoroMill® 216 (för mer information, se nedan)
- Medelfin svarvning med positivt runt skär
- Finsvarvning med positivt runt skär (för mer information, se nedan)
- Avstickning
- Polering
Bearbetningslösning – cirkulärinterpoleringsfräsning
Cirkulärinterpolering genererar en konstant spiral i en grov form för finbearbetningsverktyget. Använd en spiralformad verktygsväg med 1,5 mm (0,060 tum) stigning.
Bearbetningslösning – finsvarvning
Valda komponentegenskaper
- Invändig sfär
- Utvändig sfär
Utmaningarna vid bearbetning av den utvändiga sfären är att uppnå god spånkontroll, att minska vibrationerna med längre verktyg och att få skären att kunna bearbeta en hel serie.
Det är viktigt att ha en speciell fastspänning i subspindeln.

Fördelar:
- Ökad skärlivslängd
- Säker process
Bearbetningslösning
- Grovbearbetning: Använd T-Max P. Använd högtryckskylning för spånkontroll och bearbetningssäkerhet.
- Medelfin / finsvarvning: Använd positivt runt skär (för mer information, se nedan)
Bearbetningslösning – medelfin/finsvarvning
Arbetstips
Det finns flera faktorer att tänka på för att uppnå en optimerad uppborrningsprocess.... chevron_right
Bearbetning av benskruvar
Utmaningen vid bearbetning är att undvika gradbildning i frästa detaljer i spetsen... chevron_right
Lårbenshuvud
Utmaningarna vid bearbetning av det konformade hålet inkluderar att uppnå hög ytjämnhet,... chevron_right
Finuppborrning
Finuppborrningsoperationer används i syfte att förbättra ett befintligt hål, att... chevron_right
