
Bearbetning av benskruvar
Utmaningen vid bearbetning är att undvika gradbildning i frästa detaljer i spetsen under virvelgängning.
Fördelar
- God ytjämnhet
- Säker process
Bearbetningslösning
- Svarvning av spetsen
- Fräsning av spåren
- Virvelgängning av spetsen (för mer information, se nedan)
- Gradningspassering med fräs
- Virvelgängning slutförs
Bearbetningslösning – virvelgängning av spetsen
Valda komponentegenskaper
- Bearbetningstips
- Bearbetning av gänga
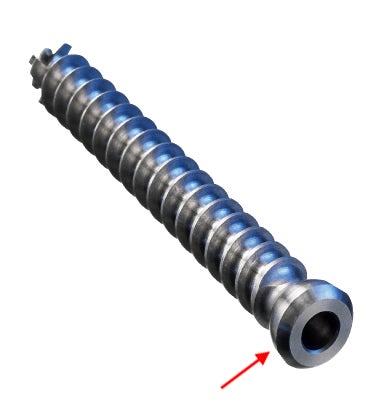
- Bearbetning av huvud
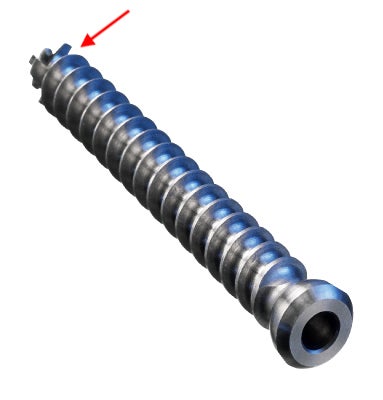
Bearbetning av den långa och slanka gängan utförs helst genom virvelgängning för att undvika böjning och vibrationer.
Gängans kvalitet är en utmaning när hög matning används vid virvelgängning. Fasettbildning är ett vanligt problem.
Om gängdiametern ändras måste virvelgängningsringens inställningsvinkel också ändras. Använd kalkylatorn för korrekt programmering.
Varje virvelgängningsspindel har en växelreduktion på grund av enhetens storleksbegränsningar. Glöm inte ta hänsyn till detta. Det programmerade varvtalet kommer inte att vara det faktiska utvarvtalet. I vårt fall var reduktionen 50 %.
Fördelar
- God ytjämnhet
- God dimensionsnoggrannhet
- Säker process
- Produktivt
Bearbetningslösning (exempel)
| 50 mm (1,969 tum) |
| 6 mm (0,236 tum) |
| 4,90 mm (0,193 tum) |
| 1,625 mm (0,064 tum) |
Bearbetningslösning – virvelgängning
Skärdata enligt nedan ger ett gott skärförlopp med godtagbara
ljudnivåer. Man kan överskrida dessa värden, men ljudnivån ökar
snabbt och fasetter bildas.

Bearbetningslösning – huvud
- Svarvning av huvudets framsida
- Grovbearbetning av huvudets baksida
- Finbearbetning av huvudets baksida
- Avstickning
Fördelar
- Spånkontroll
- Säker process
Höftledsskål
Utmaningarna vid bearbetning av den utvändiga sfären är att uppnå god spånkontroll,... chevron_right
Utvändig svarvning
Utvändig svarvning innebär att arbetsstyckets ytterdiameter bearbetas. Eftersom utvändig... chevron_right
Gängsvarvning
Gängsvarvning är en krävande operation där det kan vara svårt att uppnå god spånkontroll... chevron_right
Invändig spårsvarvning
Två utmaningar vid invändig spårsvarvning är långa överhäng och dålig spånavgång.... chevron_right
