
Mandrilamento
Visão geral do produto
A Sandvik Coromant oferece ferramentas de mandrilar antivibratórias para mandrilamento em desbaste e de acabamento. Os adaptadores são desenhados com acoplamentos traseiros Coromant Capto para melhores fixação e flexibilidade possíveis. Isto oferece a você flexibilidade e modularidade exclusivas para construir os conjuntos de ferramenta desejados. Os suportes básicos Coromant Capto estão disponíveis em todas as interfaces comuns da máquina.
As ferramentas para mandrilamento de acabamento e em desbaste Silent Tools aumentam a produtividade e fornecem tolerâncias estreitas a partir de comprimentos 3–10 x BD. Quando usar Silent Tools, você tem a oportunidade de dobrar a profundidade de corte. A refrigeração interna é um recurso para o direcionamento preciso dos jatos na zona de corte.
É possível usar adaptadores de redução e extensão nas ferramentas de mandrilar antivibratórias, mas a ferramenta não será mais otimizada. Porém, uma ferramenta antivibratória com uma redução ou extensão ainda trabalha melhor que uma ferramenta sem mecanismo antivibratório.
Diâm. do adaptador da barra de mandrilar, DC
polegadas
mm
| Produtos especiais |
CoroBore 825 ® Ferramenta de mandrilar antivibratória 825 integrada com 1 pastilha Coromant Capto |
DuoBore ™ Ferramenta de mandrilar antivibratória integrada com 2 pastilhas Coromant Capto |
| Mandrilamento em desbaste | Mandrilamento de precisão | |
Faixa de mandrilamento Ø 25-150 mm (0,984-5,906 pol.) | Faixa de mandrilamento Ø 23-167 mm (0,906-6,575 pol.) | Faixa de mandrilamento Ø 150-315 mm (5,906-12,402 pol. ) |
DuoBore
™ antivibratório |
CoroBore
® 825 antivibratório | |
 |  |  |
| Acoplamento traseiro Coromant Capto® com refrigeração interna |
 |
| 6 x DC (23,6–27,6 pol.) |
| IT9 |
| Interno |
| 90°(0°) CoroTurn 107°, 75°(15°) CoroTurn 107° |
 |
| 6 x BD |
| IT9 |
| Interno |
| 0,002 mm (0,000079 pol.) |
| 92° (-2) CoroTurn 107°, 92° (-2) CoroTurn 111° |
Ajuste radial da cabeça de mandrilamento de precisão:
|  |
®Como usar CoroBore 825
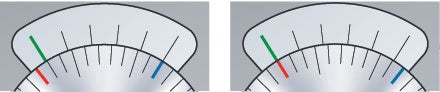
| Exemplo de ajuste: Neste exemplo, a linha azul no disco graduado é uma referência, pois está alinhada ao nônio na posição inicial. | 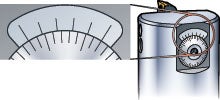 |
| Posição inicial | Posição ajustada |
 | |
O disco graduado gira no sentido horário até que a linha da escala (vermelha) esteja alinhada com a segunda linha (verde) do nônio. Diâmetro aumentado em 0,002 mm (0,00008") | |
 | |
O disco graduado gira no sentido horário até que a linha da escala (vermelha) esteja alinhada com a terceira linha (verde) do nônio. Diâmetro aumentado em 0,004 mm (0,00016") | |
 | |
O disco graduado gira no sentido horário até que a linha da escala (vermelha) esteja alinhada com a quarta linha (verde) do nônio. Diâmetro aumentado em 0,006 mm (0,00024") | |
 | |
O disco graduado gira no sentido horário até que a linha da escala (vermelha) esteja alinhada com a quinta linha (verde) do nônio. Diâmetro aumentado em 0,008 mm (0,00032") | |
 | |
O disco graduado gira no sentido horário até que a linha da escala (vermelha) esteja alinhada com a sexta linha (verde) do nônio. Diâmetro aumentado em 0,010 mm (0,0004“) = 1 divisão da escala. |
Principais considerações
As ferramentas de mandrilar Silent Tools alcançam um máximo de seis vezes o diâmetro do furo em sua peça. Se você precisa de profundidade maior, peça uma solução especial.
Nossa recomendação é sempre usar as Silent Tools para longos balanços, acima de 4 x BD.
Balanço e diâmetro da ferramenta
| 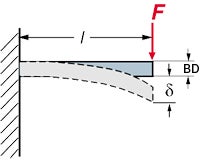 |
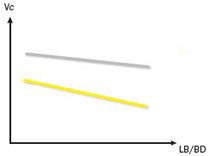 |   | -PR - WM | 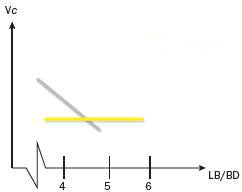 | | Adaptadores antivibratórios convencionais |
| Velocidade de corte em relação ao balanço com geometrias diferentes | Velocidade de corte em relação ao balanço, com adaptadores convencionais e antivibratórios |
Formato da pastilha e ângulo de posição/ângulo de ataque
Use o ângulo de posição 90° (0°) para desbaste e 92° (-2°) para acabamento. Menos força na direção radial resulta em menor deflexão radial e vibração. Pastilhas triangulares (tipo T) são a primeira escolha para operações de mandrilamento. As pastilhas CoroTurn® 107 atendem estas especificações e são a primeira escolha.
Raio de ponta
O raio de ponta, RE, na pastilha é o principal fator em operações de torneamento. A seleção dos raios de ponta depende de:
- Profundidade de corte, ap
- Avanço, fn
e influencia:
- Acabamento superficial
- Quebra de cavacos
- Resistência da pastilha
Raio de ponta pequeno
- Ideal para profundidades de corte pequenas
- Reduz a vibração
- Resistência da pastilha menor
Raio de ponta maior
- Faixas de avanço pesadas
- Grandes profundidades de corte
- Aresta mais robusta
- Forças radiais maiores
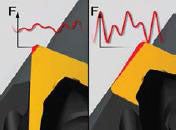
Raio de ponta em relação à profundidade de corte
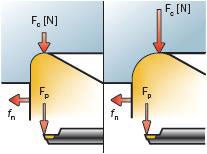
As forças radiais que empurram a pastilha para longe da superfície de corte tornam-se mais axiais conforme a profundidade de corte aumenta. O raio de ponta também afeta a formação de cavacos. Geralmente, a quebra de cavacos melhora com um raio menor. Como regra geral, a profundidade de corte deve ser maior ou igual a 2/3 do raio de ponta ou metade do raio de ponta na direção de avanço.
Os valores iniciais do avanço dependem do raio de ponta
| 0,4 (0,016) | 0,8 (0,031) | 1,2 (0,047) |
| 0,17 (0,007) | 0,22 (0,009) | 0,27 (0,011) |
 |  |
 |  |
| Força na direção axial principalmente | Força na direção axial e radial |
Mandrilamento em desbaste

Mandrilamento produtivo
| Envolve duas arestas de corte e é empregado para operações de desbaste de furos, com tolerância IT9 ou maior, em que a taxa de remoção de metal é a principal prioridade. A faixa de avanço é obtida ao multiplicar o avanço pelo número de pastilhas. (fn=fz x ZEFF) |  Mandrilamento produtivo |
Mandrilamento escalonado
| Ao adicionar um calço sob um dos cassetes, a pastilha usará apenas a metade interna do corte radial desejado e o resultado é uma ferramenta para mandrilamento escalonado. Selecione este método se quiser usar um corte radial maior do que uma pastilha pode fazer, mas lembre-se de reduzir o avanço axial até o normal para uma ferramenta com somente uma aresta de corte. Se duas pastilhas são ajustadas para a mesma profundidade de corte radial, a mais externa sempre terá a força de corte maior devido à velocidade de corte mais alta e maior remoção de cavacos. Fazer isso corretamente, a vibração pode ser evitada facilmente e uma superfície mais uniforme é assegurada. Se não atravessar a peça, este set-up produzirá um canto a 90º escalonado. A faixa de avanço e o acabamento superficial produzido são os mesmos que usar somente uma pastilha (fn=fz). A tolerância do furo produzido é IT9 ou maior. | 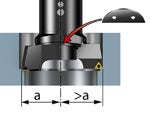 Mandrilamento escalonado |
Mandrilamento com aresta única
O mandrilamento com aresta única é a melhor opção:
A tolerância do furo produzido é IT9 ou maior. | 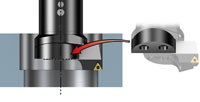 Mandrilamento com aresta única : |
Mandrilamento de acabamento

Fatores que influenciam a vibração
Para reduzir a vibração, escolha uma pastilha de corte leve com uma geometria de corte positiva e um raio de ponta pequeno. As pastilhas tipo T são a primeira escolha para operações de mandrilamento.
| Alta tendência à vibração | – Avanços elevados – Profundidades de corte grandes – Segurança da aresta robusta |
 |  |
| Menor tendência à vibração | – Ideal para profundidade de corte pequena – Reduz a vibração |
As informações sobre outros fatores que influenciam a vibração podem ser encontradas no guia de aplicação na página, leia mais.
- Ângulo de ponta da pastilha
- Geometrias positivas
- Pastilhas Wiper
- Arredondamento da aresta
- Dados de corte e velocidade de corte.
Dicas
- Escolha a ferramenta com o maior diâmetro possível e o suporte básico mais curto
- O ângulo de posição deve estar próximo a 90 graus para fornecer forças de corte axiais maiores e forças radiais/tangenciais menores
- Um raio de ponta pequeno é ideal para profundidades de corte pequenas e diminui o risco de vibrações. O raio de ponta grande tem maior segurança da aresta e permite avanços pesados e profundidades de corte maiores. Quanto maior for o raio de ponta usado, maior será o risco de vibração. Portanto, pastilhas triangulares, positivas são a primeira escolha para operações de mandrilamento com mecanismo antivibratório
- Em condições estáveis, use as pastilhas Wiper para maior produtividade ou quando for necessário bom acabamento superficial
 | | |
 | Convencional | |
| Adaptador antivibratório | |
| Forças radiais menores (Fc) com raio pequeno |
com adaptadores convencionais e antivibratórios |
Montagem e manutenção da ferramentaQuando usar ferramentas antivibratórias em conjuntos, tome cuidado para prender os corpos da ferramenta corretamente e assegurar que os adaptadores não sejam danificados. Eles deformam mais facilmente devido à espessura fina da parede.
|  |

