
Recondicionamento
Como solicitar o recondicionamento da ferramenta

Restauração da qualidade original
O processo de recondicionamento da ferramenta restaura a qualidade original das brocas e fresas de topo de metal duro desgastadas e prolonga seu ciclo de vida total. O recondicionamento aumenta o uso da matéria-prima na manufatura e, ao mesmo tempo, diminui os custos de suas ferramentas de corte.
Restaure suas ferramentas à qualidade original e prolongue seu ciclo de vida total
Ao incorporar um processo no projeto de nossas ferramentas que permite uma cópia exata em um recondicionamento futuro, podemos garantir o desempenho de novas ferramentas. O processo de recondicionamento reproduzirá a geometria exata e a cobertura da ferramenta original. O teste de desempenho das ferramentas recondicionadas segue o mesmo processo das ferramentas novas.
O gráfico abaixo ilustra o custo da compra de quatro ferramentas novas (I) em comparação com a compra de uma ferramenta e seu recondicionamento três vezes (II). O resultado é uma economia de até 50%.
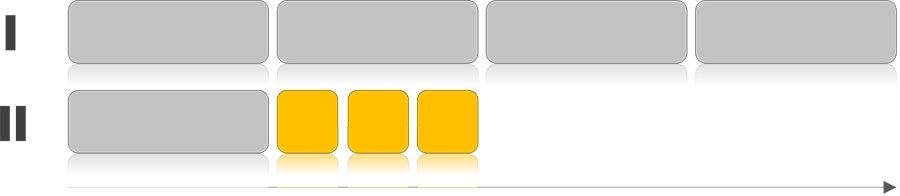
Custo total da ferramenta
Disponível para recondicionamento
As seguintes ferramentas podem ser recondicionadas:
Como embalar para o recondicionamento
Para evitar danos às ferramentas no transporte, siga essas instruções:
- Use a embalagem plástica original da ferramenta para evitar que elas batam umas nas outras.
- Se a embalagem original não estiver disponível, use plástico bolha ou similar que você tenha em mãos.
- Coloque todas as ferramentas no meio dos dois revestimentos de espuma que vêm com a caixa de transporte.
Clique na imagem para ampliá-la
Reciclagem
Ao final do ciclo de vida útil da ferramenta de metal duro, considere o programa de recompra da Sandvik Coromant. Os itens de metal duro serão reciclados e usados para criar novas ferramentas. Saiba mais sobre a reciclagem de ferramentas de metal duro.
Encontre novas ferramentas sólidas rotativas
Caso esteja procurando novas ferramentas, visite nossa seção Ferramentas Sólidas Rotativas.

Identifique o desgaste da ferramenta
Use o guia abaixo para identificar o tipo de desgaste das ferramentas.
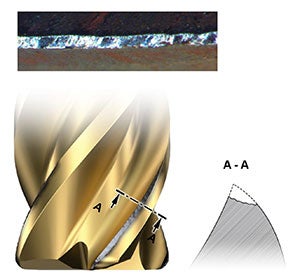
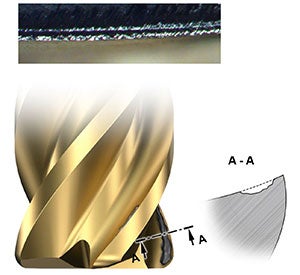
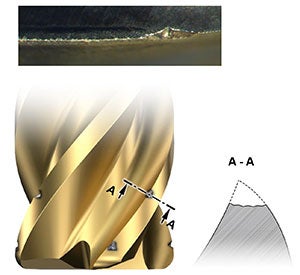
Desgaste uniforme do flanco
Um dos tipos de desgaste mais comuns (típico para ISO-P sem refrigeração). Geralmente, começa na aresta de corte e se desenvolve mais em direção ao lado do flanco da aresta de corte.
Principal mecanismo de desgaste - abrasivo
Causa:
- Velocidade de corte alta e avanço baixo
- Baixa resistência ao desgaste
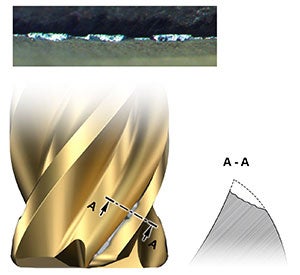
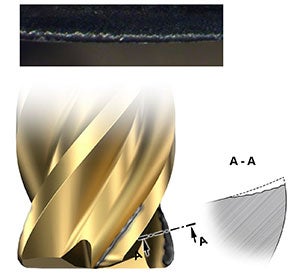
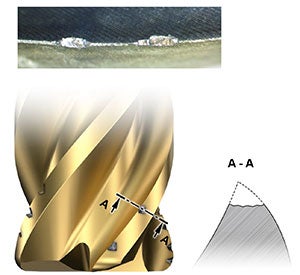
Desgaste de flanco não uniforme
Inicialmente, algumas partes da aresta de corte se desgastam mais que outras.
Mecanismo principal de desgaste - descascamento parcial do revestimento e microlascamento irregular na aresta de corte seguido de desgaste abrasivo.
Causa:
- Velocidade de corte alta e avanço baixo
- Vibrações
- Baixa resistência ao desgaste
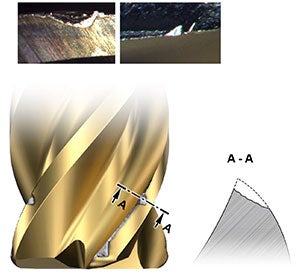
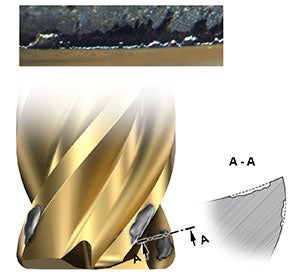
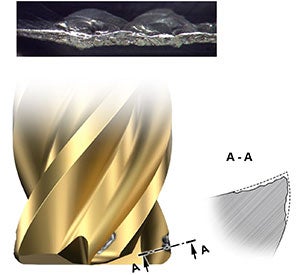
Desgaste do flanco localizado
Geralmente em cantos de ferramentas e/ou na profundidade máxima de corte.
Principais mecanismos de desgaste - adesivos, termomecânicos ou químicos.
Causa:
- Temperatura alta
- Vibrações
- Recorte dos cavacos
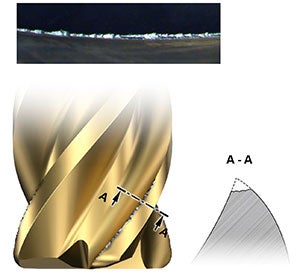
Craterização
Raramente visto em fresas de topo inteiriças.
Principais mecanismos de desgaste – químico e abrasivo.
Causa:
- Alta temperatura (velocidade de corte alta)
Desgaste da face em formato de escada
Geralmente, ocorre quando a refrigeração contínua (baixa pressão) é fornecida através dos bocais externos.
Principais mecanismos de desgaste – químico
Causa:
- Temperatura alta
Escamação
Geralmente, no fresamento dos materiais que sofrem abrasão com facilidade na aresta de corte.
Principais mecanismos de desgaste – adesivo
Causa:
- Material da peça pastoso
Lascamento uniforme (microlascamento)
Danos pequenos na aresta de corte. Outros tipos de desgaste pode ocorrer após o lascamento.
Principais mecanismos de desgaste – termomecânico ou adesivo
Causa:
- A aresta de corte é muito fraca e quebradiça
- Flutuações excessivas na temperatura
- Vibrações

Trincas em forma de pente
Aparece na aresta de corte e se estende para as faces de saída e de flanco. Orientado inicialmente perpendicularmente à aresta de corte, forma trincas laterais e causa lascamento da aresta.Principais mecanismos de desgaste – termomecânico
Causa:
- Flutuações rápidas na temperatura
Lascamento localizado
O dano ocorre consistentemente em uma determinada posição ao longo da linha da aresta de corte.
Principais mecanismos de desgaste – termomecânico ou adesivo
Causa:
- A aresta de corte é muito fraca e quebradiça
- Flutuações excessivas na temperatura
- Vibrações
Recorte dos cavacos
Lascamento não uniforme
Dano à aresta de corte posicionada irregularmente ao longo da linha da aresta de corte.
Principais mecanismos de desgaste – termomecânico ou adesivo
Causa:
- A aresta de corte é muito fraca e quebradiça
- Flutuações excessivas na temperatura
- Vibrações
- Recorte dos cavacos
- Solução
Fatiamento superior
Geralmente no fresamento de materiais ISO-S. Começa na aresta de corte, estende-se até a face de inclinação e forma as fatias superiores.
Principais mecanismos de desgaste – adesivo e fratura quebradiça
Causa:
- Material da peça pastoso
- Temperatura alta
- Vibrações
