
Dicas de furação
Dicas úteis sobre refrigeração
Ter a refrigeração correta é fundamental para alcançar o bom desempenho em furação. A refrigeração influencia:
- Escoamento de cavacos
- Qualidade do furo
- Vida útil da ferramenta
O volume do tanque de refrigeração deve ser de 5 a 10 vezes maior que o volume de refrigeração que a bomba fornece por minuto. É importante ter o fluxo de refrigeração suficiente.
A capacidade de volume pode ser verificada usando um cronômetro e uma vasilha.
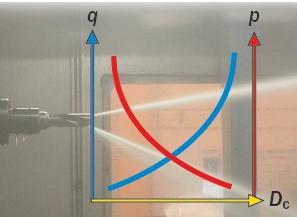
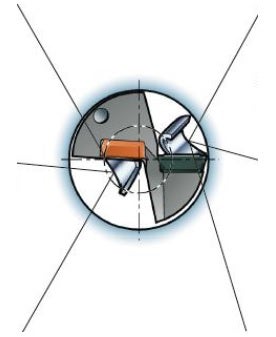
Relação entre diâmetro e pressão no fornecimento de fluido de corte
(pressão em vermelho, diâmetro em amarelo, volume em azul)

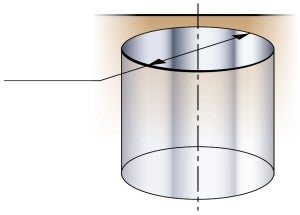
Verifique o volume que sai da broca
- O óleo solúvel (emulsão) deve ser sempre usado com aditivos EP (pressão extrema). e a proporção entre óleo e água deve estar entre 5-12% para melhorar a vida útil da ferramenta (10-15% de materiais com aços inoxidáveis e ligas resistentes ao calor). Quando aumentar o percentual de óleo no fluido de corte, verifique sempre com o fabricante do óleo para se certificar de que não excedeu a proporção de óleo recomendada
- A refrigeração interna é sempre vantajosa, quando aplicável, e se comparada com a externa
- O óleo integral melhora a lubrificação e facilita a duração de aços inoxidáveis. Use sempre com aditivos EP. Tanto as brocas inteiriças de metal duro quanto as brocas com pastilhas intercambiáveis trabalham bem com óleo integral
- Ar comprimido, névoa de fluido de corte ou MQL (quantidade mínima de lubrificação) podem ser adequados em condições favoráveis, especialmente para alumínio e alguns ferros fundidos. A velocidade de corte reduzida é recomendada devido às altas temperatura que podem afetar negativamente a vida útil da ferramenta
Refrigeração interna
A refrigeração interna é sempre recomendada para evitar entupimento de cavacos, especialmente em materiais com cavacos longos e na usinagem de furos mais profundos (>3 x DC).
Uma broca horizontal deve ter um fluxo de refrigeração proveniente da broca sem nunca ficar abaixo de 30 cm (11,81 pol.).
Refrigeração externa
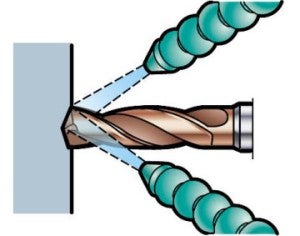
A refrigeração externa pode ser usada quando a formação de cavacos for boa e quando a profundidade do furo for rasa. Para melhorar o escoamento de cavacos, pelo menos um olhal de refrigeração (dois se a broca for estacionária) deve ser direcionado para bem perto do eixo da ferramenta.
Dicas de furação sem refrigeração
Geralmente, a furação sem refrigeração não é recomendada.
- Pode ser usada para materiais com cavacos curtos em profundidades até 3 vezes o diâmetro
- Recomendada em aplicações horizontais
- Recomenda-se velocidade de corte reduzida
- A vida útil da ferramenta será reduzida
Nunca é recomendado usar a furação sem refrigeração para:
- Materiais inoxidáveis (ISO M e S)
- Brocas com ponta intercambiável
Refrigeração de alta pressão (HPC) (~70 bar)
Os benefícios de usar a refrigeração de alta pressão são:
- Vida útil mais longa devido ao efeito aprimorado da refrigeração
- Melhora o escoamento de cavacos e, possivelmente, a vida útil da ferramenta em materiais com cavacos longos como os aços inoxidáveis
- Melhor segurança devido ao melhor escoamento de cavacos
- Propicia o fluxo suficiente para uma determinada pressão e tamanho do furo adequado para manter o fornecimento
Dicas para controle de cavacos
A formação e o escoamento de cavacos são questões críticas em furação e dependem do material da peça, da escolha da broca/geometria da pastilha, pressão/volume da refrigeração, dados de corte.
O entupimento de cavacos pode causar movimento radial da broca e, consequentemente, afetar a qualidade do furo, vida útil e confiabilidade da broca ou causar quebra da broca/pastilhas.
| Cavacos mais espessos e mais rígidos | ||
| Velocidade | 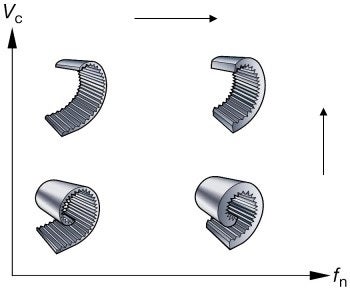 | Mais abertura devido a menos atrito |
| Avanço |
A formação dos cavacos é aceitável quando os cavacos podem ser expulsos da broca sem problemas. A melhor maneira de identificar isso é ouvir a furação. Um som consistente indica um bom escoamento de cavacos, mas sons interrompidos indicam entupimento de cavacos. Verifique a força de avanço ou monitore a potência. Se ocorrerem irregularidades, o entupimento de cavacos pode ser a razão. Verifique os cavacos. Se eles forem longos e tortos, não enrolados, ocorreu entupimentode cavacos. Verifique o furo. Se o entupimento de cavacos ocorreu, isso pode ser visto por uma superfície não uniforme.

Um furo com bom escoamento de cavacos
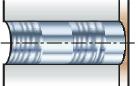
Um furo afetado pelo entupimento de cavacos
Dicas para evitar o entupimento de cavacos:
- Certifique-se de que dados de corte e geometria da ponta/broca certos sejam usados
- Inspecione a formação de cavacos – ajuste o avanço e a velocidade
- Verifique o fluxo do fluido de corte e a pressão
- Inspecione as arestas de corte. Os cavacos longos podem ser gerados por danos/lascamento na aresta de corte quando o quebra-cavacos não estiver totalmente em contato
- Verifique se a usinabilidade mudou devido ao novo lote de peças – ajuste os dados de corte
Cavacos excelentes, aceitáveis e inaceitáveis
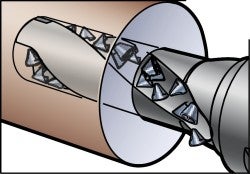
Brocas com pastilha intercambiável
A pastilha central forma um cavaco cônico que é fácil de identificar. A pastilha periférica forma um cavaco semelhante ao obtido no torneamento.
| Fita central | Cavaco periférico |
 Excelente |  Excelente |
 Aceitável |  Aceitável |
 Entupimento de cavacos |  Entupimento de cavacos |
Brocas inteiriças de metal duro
Um cavaco é formado a partir do centro até a periferia da aresta.

Excelente

Aceitável

Entupimento de cavaco

Cavaco inicial
Nota: O cavaco inicial da entrada na peça é sempre longo e não cria qualquer problema.
Brocas com ponta intercambiável

Excelente

Aceitável

Inaceitável, risco de entupimento de cavacos
Dicas úteis para velocidades e avanços
vc (m/min)
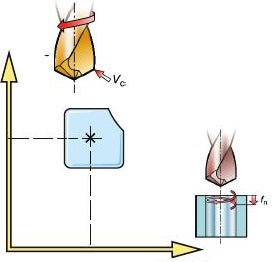
fn (mm/r)
Efeitos da velocidade de corte – vc (m/min) (pés/min)
A velocidade de corte é o principal fator, juntamente com a dureza do material, que afeta a vida útil da ferramenta e o consumo de potência.
- A velocidade de corte é o fator principal que determina a vida útil da ferramenta
- A velocidade de corte afeta a potência Pc (kW) e o torque Mc (Nm)
- Velocidades mais altas geram temperaturas mais altas e aumentam o desgaste de flanco, especialmente nos cantos periféricos
- As velocidades mais altas beneficiam a formação de cavacos em certos materiais macios e com cavacos longos, por ex., aços com baixo teor de carbono
- Velocidade de corte muito alta:
- Rápido desgaste de flanco
- Deformação plástica
- Tolerância e qualidade do furo ruins - Velocidade de corte muito baixa:
- Aresta postiça
- Escoamento de cavacos ruim
- Tempo em corte mais longo
Efeitos de avanço – fn (mm/r(pol./r))
- Influencia a formação de cavacos, o acabamento superficial e a qualidade do furo
- Afeta a potência Pc (kW) e o torque Mc (Nm)
- O alto avanço afeta a força de avanço, Ff (N), e deve ser considerado quando as condições forem instáveis
- Contribui para o esforço mecânico e térmico
- Alta faixa de avanço:
- Quebra de cavacos mais difícil
- Menos tempo em corte
- Menos desgaste da ferramenta, porém maior risco de quebrar a broca
- Qualidade do furo reduzida - Baixa faixa de avanço:
- Cavacos mais longos e mais finos
- Melhor qualidade
- Desgaste acelerado da ferramenta
- Tempo em corte mais longo

Na furação de peças finas/fracas, a faixa de avanço deve ser mantida baixa.
Dicas para obtenção de uma boa qualidade do furo

Escoamento de cavacos
Certifique-se de que o escoamento dos cavacos seja satisfatório. O entupimento de cavacos afeta a qualidade do furo e a confiabilidade/vida útil da ferramenta. A geometria da broca/pastilha e os dados de corte são cruciais.
Estabilidade, set-up da ferramenta
Use a broca o mais curta possível. Use um porta-ferramenta rígido e preciso com batimento radial mínimo. Certifique-se de que o fuso da máquina esteja em boas condições e bem alinhado. Certifique-se de que a peça esteja firme e estável. Estabeleça as faixas de avanço corretas para superfícies irregulares, angulares e furos cruzados.
Vida útil da ferramenta
Verifique o desgaste da pastilha e estabeleça um programa de vida útil pré-determinada da ferramenta. A maneira mais eficiente de supervisionar a furação é usar um monitor de força da avanço.
Manutenção
Troque o parafuso de fixação da pastilha regularmente. Limpe o tip seat antes de trocar a pastilha e certifique-se de usar um torquímetro. Não ultrapasse o desgaste máximo antes de reafiar as brocas inteiriças de metal duro.
Dicas de furação e técnicas para diferentes materiais
- Aços com baixo teor de carbono
- Aços inoxidáveis austeníticos e duplex
- Ferros fundidos vermiculares (CGI - Compacted Graphite Iron)
- Ligas de alumínio
- Titânio e ligas resistente ao calor
- Aços duros
Dicas para furação de aços com baixo teor de carbono

Problema: A formação de cavacos pode ser um problema difícil em aços com baixo teor de carbono que, geralmente, são usados para peças soldadas. Quanto menor a dureza, o teor de carbono e de enxofre do aço, mais longos são os cavacos produzidos.
Recomendações: Se houver problemas com a formação de cavacos, aumente a velocidade, vc, e diminua o avanço, fn (observe que o avanço deve ser aumentado em aços normais).
Outros: Use refrigeração interna e com alta pressão.
Dicas para furação de aços inoxidáveis austeníticos e duplex

Problema: Materiais austeníticos, duplex e super duplex podem causar problemas com a formação e o escoamento de cavacos.
Recomendações: A geometria correta é fundamental porque permite que os cavacos se formem corretamente e auxiliam em seu escoamento. Em termos gerais, uma aresta de corte viva é recomendada. Se ocorrer algum problema com a formação de cavacos, aumentar o avanço, fn, permitirá que os cavacos quebrem facilmente.
Outros: Refrigeração interna, alta pressão.
Furação de ferros fundidos vermiculares (CGI - Compacted Graphite Iron)

Problema: Normalmente, o CGI não requer atenção extra. Ele produz cavacos maiores que o ferro fundido cinzento, mas que quebram facilmente. As forças de corte são maiores, o que afeta a vida útil da ferramenta. São necessárias classes com resistência extra ao desgaste. O desgaste de canto é normal como em todos os ferros fundidos.
Recomendações: Se ocorrerem problemas com formação de cavacos, aumente a velocidade, vc, e diminua o avanço, fn.
Outros: Refrigeração interna.
Dicas para furação de ligas de alumínio

Problema: A formação e o escoamento de cavacos podem ser um problema. A vida útil da ferramenta insatisfatória também pode estar presenta devido à adesão.
Recomendações: Para melhorar a formação de cavacos, use baixo avanço e alta velocidade.
Para evitar a vida útil da ferramenta insatisfatória, pode ser necessário testar diferentes coberturas que minimizem a adesão. Essas coberturas podem incluir coberturas de diamante ou, certos casos (dependendo do substrato), não use cobertura nenhuma.
Outros: Use emulsão ou refrigeração por névoa com alta pressão.
Dicas para furação de ligas de titânio e resistentes ao calor

Problema: O endurecimento da superfície do furo afeta as operações subsequentes. Pode ser difícil obter o bom escoamento de cavacos.
Recomendações: Ao selecionar uma geometria para ligas de titânio, recomenda-se ter uma aresta de corte viva. Para ligas à base de níquel, é fundamental ter uma geometria robusta. Se o endurecimento for um problema, tente aumentar a faixa de avanço.
Outros: A refrigeração de alta pressão (até 70 bars) melhora o desempenho.
Dicas para furação de aços duros

Problema: Obter vida útil da ferramenta aceitável.
Recomendações: Velocidade de corte mais baixa para reduzir o calor. Ajuste a faixa de avanço para obter cavacos aceitáveis que podem ser facilmente escoados.
Outros: Emulsão com alta mistura.
Dicas para tolerância do furo
As dimensões de um furo podem ser divididas em três parâmetros:
- O valor nominal (o valor exato teoricamente)
- A largura da tolerância (designada IT de acordo com a norma ISO)
- A posição da tolerância (designada por letras maiúsculas de acordo com a norma ISO)
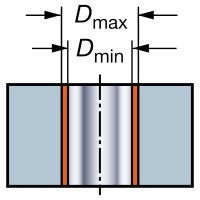
Dmáx menos Dmín é a largura da tolerância também chamada de IT.
Faixa de diâmetro, D (mm)
| Largura da ferramenta | D>3-6 | D>6-10 | D>10-18 | D>18-30 | D>30-50 | D>50-80 | D>80-120 | D>120-180 | D>180-250 |
| IT5 | 0,005 | 0,006 | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 |
| IT6 | 0,008 | 0,009 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | 0,025 | 0,029 |
| IT7 | 0,012 | 0,015 | 0,018 | 0,021 | 0,025 | 0,030 | 0,035 | 0,040 | 0,046 |
| IT8 | 0,018 | 0,022 | 0,027 | 0,033 | 0,039 | 0,046 | 0,054 | 0,063 | 0,072 |
| IT9 | 0,030 | 0,036 | 0,043 | 0,052 | 0,062 | 0,074 | 0,087 | 0,100 | 0,115 |
| IT10 | 0,048 | 0,058 | 0,070 | 0,084 | 0,100 | 0,120 | 0,140 | 0,160 | 0,185 |
| IT11 | 0,075 | 0,090 | 0,110 | 0,130 | 0,160 | 0,190 | 0,220 | 0,250 | 0,290 |
| IT12 | 0,120 | 0,150 | 0,180 | 0,210 | 0,250 | 0,300 | 0,350 | 0,400 | 0,460 |
| IT13 | 0,180 | 0,220 | 0,270 | 0,330 | 0,390 | 0,460 | 0,540 | 0,630 | 0,720 |
Faixa de diâmetro, D (pol.)
| Largura da ferramenta | D>0,118-0,236 | D>0,236-0,394 | D>0,394-0,709 | D>0,709-1,181 | D>1,181-1,969 | D>1,969-3,150 | D>3,150-4,724 | D>4,724-7,087 | D>7,0879,843 |
| IT5 | 0,0005 | 0,0002 | 0,0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0008 |
| IT6 | 0,0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0009 | 0,0010 | 0,0011 |
| IT7 | 0,0005 | 0,0006 | 0,0007 | 0,0008 | 0,0010 | 0,0012 | 0,0014 | 0,0016 | 0,0018 |
| IT8 | 0,0007 | 0,0009 | 0,0011 | 0,0013 | 0,0015 | 0,0018 | 0,0021 | 0,0025 | 0,0028 |
| IT9 | 0,0012 | 0,0014 | 0,0017 | 0,0020 | 0,0024 | 0,0029 | 0,0034 | 0,0039 | 0,0045 |
| IT10 | 0,0019 | 0,0023 | 0,0028 | 0,0033 | 0,0039 | 0,0047 | 0,0055 | 0,0063 | 0,0073 |
| IT11 | 0,0030 | 0,0035 | 0,0043 | 0,0051 | 0,0063 | 0,0075 | 0,0087 | 0,0098 | 0,0114 |
| IT12 | 0,0047 | 0,0059 | 0,0071 | 0,0083 | 0,0098 | 0,0118 | 0,0138 | 0,0157 | 0,0181 |
| IT13 | 0,0071 | 0,0087 | 0,0106 | 0,0129 | 0,0154 | 0,0181 | 0,0213 | 0,0248 | 0,0283 |
- Quanto mais baixo o número IT, mais estreita é a tolerância
- A tolerância para uma classe IT aumenta com diâmetros maiores
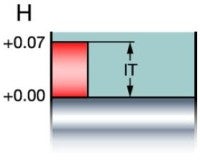
Um exemplo:
Valor nominal: 15,00 mm
Largura da tolerância: 0,07 mm(IT 10 conforme a norma ISO)
Posição: 0 para mais (H conforme a norma ISO)
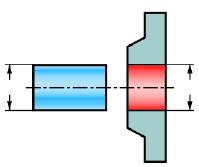
Tolerância do furo e do eixo
A tolerância do furo é geralmente associada à tolerância de um eixo que deve se encaixar no furo.
Exemplo:
Eixo ø20 mm (0,787 pol.) h7
Furo ø20 mm (0,787 pol.) h7
A posição de tolerância do eixo é designada por letras minúsculas que correspondem às tolerâncias do furo. A figura abaixo fornece um panorama completo:
| Mais comum | ||
| Furo maior que o eixo | 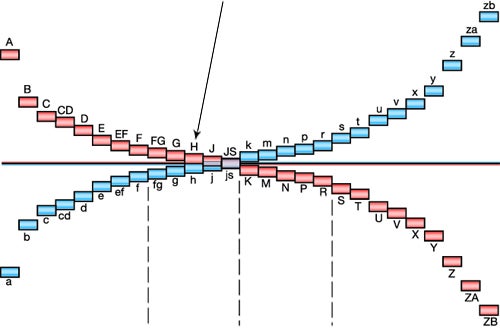 | Eixo maior que o furo |
| Ajuste com folga | | Ajuste deslizante | Ajuste com interferência | | Interferência |
| Folga (rolamentos) |  | Garra (= folga negativa (juntas fixas)) |
Furação de pacotes
O que é furação de pacotes? Furação de pacotes é um método usado para usinar uma... chevron_right
Fresamento de furos e cavidades/bolsões
Usinagem em rampa linear com dois eixos Usinagem em rampa circular Alargamento... chevron_right
Materiais de ferramentas de corte
Introdução A seleção do material e da classe da ferramenta de corte é um fator importante... chevron_right
Webinar Series 2020 da Sandvik Coromant
Selecione o webinar desejado na lista abaixo e registre-se usando o link correspondente.... chevron_right
