
CoroTurn® 300
Efektywność i wysoka jakość toczenia
Instrukcje
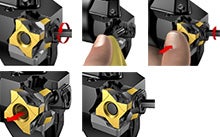
Zmiana płytki
Wymiana płytki przebiega w pięciu łatwych krokach. Dzięki mocowaniu dźwigniowemu płytka samoczynnie zostaje zablokowana w gnieździe, a punkty stałej lokalizacji (iLock™) zapewniają sztywność i dokładność. Dokręcić z momentem siły 4.5 Nm.

Przyłącze chłodziwa na trzonkach systemu QS™
Cztery sposoby podłączenia chłodziwa: przez adapter (rozwiązanie pierwszego wyboru), podłączenie rurką od tyłu, podłączenie z przodu i od dołu lub podłączenie rurką od tyłu przez ogranicznik QS

Doprowadzenie chłodziwa
Zatykając otwory chłodziwa, można wybrać doprowadzanie chłodziwa od góry lub od dołu bądź oba naraz (ustawienie domyślne).




Wskazówki dotyczące zastosowań
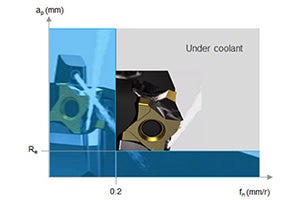
Kiedy podawać chłodziwo od góry, a kiedy od dołu?
System CoroTurn® 300 ma możliwość podawania chłodziwa od góry i od dołu. Dowiedz się, jak prawidłowo z niego korzystać, aby zwiększyć wydajność i wyeliminować trudności typowe dla obróbki tokarskiej
Zalecenia
Geometrie i gatunki płytek
| Rodzaj obróbki | Geometria |
| Obróbka wykończeniowa | -L4 |
| Obróbka średnia | -M5 |
| Niska chropowatość powierzchni / obróbka z wysokimi posuwami | -M5W |
| Warunki obróbki | P |
| Dobre | GC4415 |
| Przeciętne | GC4425 |
| Trudne | GC4425 |
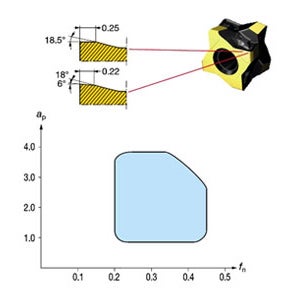
- L4, promień naroża 04: Doskonałe wyniki przy ap 0.25–3 mm (0.010–0.118 cala) i fn między 0.1–0.3 mm/obr. (0.004–0.012 cala/obr.)
- L4, promień naroża 08: Doskonałe wyniki przy ap 0.5–3 mm (0.020-0.118 cala) i fn między 0.12–0.32 mm/obr. (0.005-0.013 cala/obr.)
- L4, promień naroża 12: Doskonałe wyniki przy ap 0.65–3 mm (0.026-0.118 cala) i fn między 0.15–0.35 mm/obr. (0.006-0.014 cala/obr.)
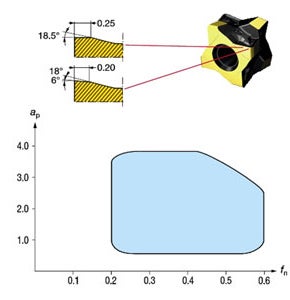
- -M5, promień naroża 08: Doskonałe wyniki przy ap 0.8–3.8 mm (0.031-0.150 cala) i fn między 0.2–0.45 mm/obr. (0.008-0.018 cala/obr.)
- -M5, promień naroża 12: Doskonałe wyniki przy ap 1.2–3.8 mm (0.047-0.150 cala) i fn między 0.25–0.55 mm/obr. (0.010-0.022 cala/obr.)
- -M5W, promień naroża 08: Doskonałe wyniki przy ap 0.5-3.8 mm (.020-.150 cala) oraz fn pomiędzy 0.2-0.6 mm/obr. (.008-.024 cale/obr.)
- -M5W, promień naroża 12: Doskonałe wyniki przy ap 0.8-3.8 mm (.031-.150 cala) oraz fn pomiędzy 0.25-0.7 mm/obr. (.010-.028 cale/obr.)
Pozycjonowanie -L4, -M5 i -M5W w porównaniu do geometrii ISO
Udarność krawędzi
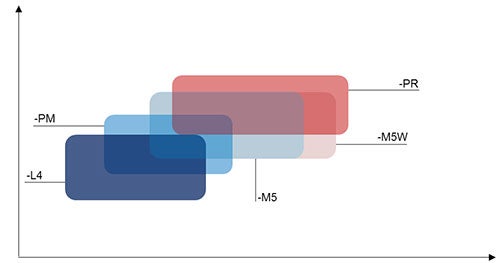
Obszar łamania wiórów
Uwaga:
Większy obszar łamania wiórów = wyższe
ap i
fn
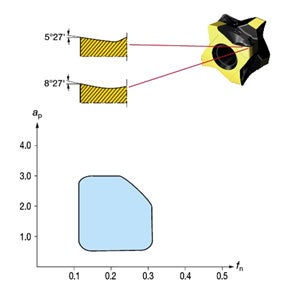
Przekroje i obszar zastosowań
-L4
-M5
-M5W
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347