
CoroThread® 266
Bardzo sztywne narzędzie do zewnętrznego i wewnętrznego toczenia gwintów
Metoda OptiThreading™ rozwiązuje problemy z wiórami i zwiększa produktywność
Producent wytwarzający śruby dwustronne dla przemysłu energetycznego zmagał się z niskim poziomem bezpieczeństwa obróbki i problemami z wydajnością, których przyczyną było tworzenie się podczas obróbki gwintów długich wiórów, powodujących kilka zatrzymań obrabiarki podczas każdego cyklu. Producent ten przetestował metodę obróbki gwintów OptiThreading™, uzyskując rezultaty podane poniżej.
| Sektor przemysłu: | Przemysł energetyczny |
| Rodzaj obróbki: | Toczenie gwintów |
| Gwint: | 1-3/8” - 8 UN (podziałka 3.175 mm), długość 300 mm |
| Obrabiarka: | Doosan |
| Przedmiot obrabiany: | Śruba dwustronna |
| Materiał: | EN24 (SS2541) P2.2.Z.AN 235HB |
| Chłodziwo: | Tak |
| Ilustracja niedostępna |  | |
 | ||
| Odłamywanie wiórów przebiegało wydajnie podczas zagłębiania narzędzia w materiał i wychodzenia z niego w nieprzerwanym cuklu obróbki. | ||
| Oprawka | 266RFG-2525-16 | 266RFG-2525-16 |
| Płytka | 266RG-16UN01A080M 1125 | 266RG-16UN01A080M 1125 |
| Parametry skrawania | ||
| Vc (m/min) | 50 | 110 |
| N (obr/min) | 456 | 1000 |
| Fn (mm/obr.) | 3,175 | 3,175 |
| nap (liczba przejść) | 17 | 15 |
| Wyniki | ||
| Zadanie | Konieczność trzykrotnego wstrzymywania cyklu w celu usunięcia wiórów owiniętych wokół uchwytu i przedmiotu | Brak problemów z wiórami i podwojenie produktywności |
| Trwałość, liczba przedmiotów na ostrze | Brak | Szacunkowe podwojenie liczby przedmiotów na ostrze |
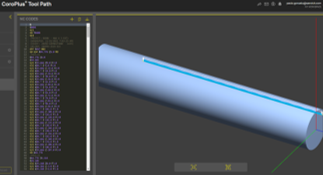
Droga narzędzia i program sterowania numerycznego dla metody OptiThreading™ zostały wygenerowane przy użyciu oprogramowania sieciowego CoroPlus® Tool Path.
Dowiedz się więcej o programowaniu dla metody OptiThreading™ i zarejestruj się na 30-dniowy darmowy okres próbny.
„Nie muszę już trzykrotnie wstrzymywać cyklu, aby usunąć wióry owinięte wokół uchwytu i przedmiotu. Do tego udało się podwoić produktywność i trwałość narzędzi”.
- Producent z sektora energetycznego
Kontrola wiórów i wyższa jakość dzięki metodzie OptiThreading™
Producent specjalnych śrub ze stali był niezadowolony z powodu nawracających problemów powodowanych przez tworzące się długie wióry. Do tego gotowe przedmioty miały zadzior na początku gwintu. Producent ten przetestował metodę obróbki gwintów OptiThreading™, uzyskując rezultaty podane poniżej.
| Sektor przemysłu: | Obróbka ogólna |
| Rodzaj obróbki: | Toczenie gwintów |
| Gwint: | Gwint M24 (podziałka 3 mm) o długości 168 mm |
| Obrabiarka: | Traub |
| Przedmiot obrabiany: | Śruba specjalna |
| Materiał: | 32CrNiMo6 QT |
| Chłodziwo: | Tak |
| Ilustracja niedostępna | | |
 | ||
| Krótsze wióry znacznie poprawiły stabilność podczas toczenia gwintów i wyeliminowały problemy z jakością na początku gwintu. | ||
| Oprawka narzędziowa | SER 2525 M16 (WNT) | 266RFG-2525-16 |
| Płytka | 16ER.3,00.ISO CWN 1525 | 266RG-16MM01A300M 1125 |
| Parametry skrawania | ||
| Vc (m/min) | 90 | 106 |
| N (obr./min) | 1200 | 1400 |
| Fn (mm/obr.) | 3 | 3 |
| nap (liczba przejść) | 18 | 13 |
| Wyniki | ||
| Przyczyna wymiany ostrza | Problemy z tworzeniem się długich wiórów | Brak problemów z wiórami |
| Trwałość, liczba przedmiotów na ostrze | 10 szt./ostrze | 20 szt./ostrze |
| Dodatkowy dystans podnoszenia podczas oscylacji | - | 0.2 |
Droga narzędzia i program sterowania numerycznego dla metody OptiThreading™ zostały wygenerowane przy użyciu oprogramowania sieciowego CoroPlus® Tool Path.
Dowiedz się więcej o programowaniu dla metody OptiThreading™ i zarejestruj się na 30-dniowy darmowy okres próbny.
Możliwość obróbki gwintów bez zatrzymań dzięki metodzie OptiThreading™
Producent gwintowanych prętów stalowych uskarżał się na niską produktywność i duże zużycie zasobów podczas produkcji z powodu słabej kontroli spływu wiórów. Producent ten przetestował metodę obróbki gwintów OptiThreading™, uzyskując rezultaty podane poniżej.
| Sektor przemysłu: | Obróbka ogólna |
| Rodzaj obróbki: | Toczenie gwintów |
| Gwint: | Gwint MF40 X 3 o długości 187 mm |
| Obrabiarka: | Biglia B545-SL |
| Przedmiot obrabiany: | Pręt gwintowany |
| Materiał: | Stal nierdzewna Aisi303 |
18%
Wzrost produktywności
+15%
Redukcja całkowitego czasu jednostkowego
+23%
Redukcja kosztów
 |  | |
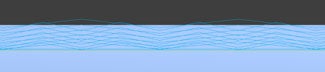
| Długie wióry owijające się wokół głowicy rewolwerowej i narzędzia były przyczyną zatrzymywania obrabiarki w celu ich usunięcia. | Krótsze wióry umożliwiły kontynuację produkcji bez nieplanowanych przestojów. Większa przewidywalność zużywania się narzędzi umożliwiła także lepsze planowanie produkcji. | |
| Oprawka narzędziowa | 266RFG-2525-16 | 266RFG-2525-16 |
| Płytka | 266RG-16MM01A300M-1125 | 266RG-16MM01C300M 1125 |
| Parametry skrawania | ||
| Vc (m/min) | 119 | 119 |
| N (obr./min) | 947 | 947 |
| Fn (mm/obr.) | 3 | 3 |
| nap (liczba przejść) | 15 | 13+1 (przejście zerowe) |
| Wyniki | ||
| Zadanie | Słaba kontrola wiórów i kilka zatrzymań obrabiarki | Dobra kontrola wiórów, bezpieczeństwo produkcji i przewidywalna trwałość ostrzy |
Droga narzędzia i program sterowania numerycznego dla metody OptiThreading™ zostały wygenerowane przy użyciu oprogramowania sieciowego CoroPlus® Tool Path.
Dowiedz się więcej o programowaniu dla metody OptiThreading™ i zarejestruj się na 30-dniowy darmowy okres próbny.
Metoda OptiThreading™ rozwiązuje problem z wiórami
Producent wytwarzający drążki łączące dla przemysłu samochodowego zmagał się z problemami z jakością i wydajnością, których przyczyną było tworzenie się długich wiórów podczas obróbki gwintów. Producent ten przetestował metodę obróbki gwintów OptiThreading™, uzyskując rezultaty podane poniżej.
| Sektor przemysłu: | Informacje ogólne |
| Rodzaj obróbki: | Toczenie gwintów |
| Gwint: | Gwint trapezowy, podziałka 4 mm, średnica 80 mm x długość 465 mm |
| Obrabiarka: | Mazak |
| Przedmiot obrabiany: | Drążek łączący |
| Materiał: | 42CrMo |
| Chłodziwo: | Tak |
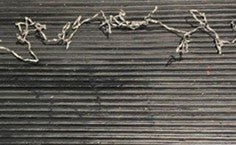
 |  | |
| Długie wióry owijały się wokół przedmiotu obrabianego i powodowały problemy, które wymagały ingerencji operatorów. | Krótkie wióry odłamywały się sprawnie, więc operatorzy mogli pozostawić proces bez nadzoru i skupić się na innych zadaniach. | |
| Oprawka narzędziowa | 266RFG-2525-22 | 266RFG-2525-22 |
| Płytka | 266RG-22TR01F400E 1020 | 266RG-22TR01F400E 1020 |
| Parametry skrawania | ||
| Vc (m/min) | - | - |
| N (obr./min) | 379 | 379 |
| Fn (mm/obr.) | 4 | 4 |
| nap (liczba przejść) | 15 | |
| Wyniki | ||
| Przyczyna wymiany ostrza | Problemy z tworzeniem się długich wiórów. Potrzeba zatrzymywania obrabiarki 2–3 w trakcie obróbki jednego przedmiotu | Brak problemów z wiórami |
| Trwałość, liczba przedmiotów na ostrze | 25 szt./ostrze | 15 szt./ostrze |
| Dodatkowy dystans podnoszenia podczas oscylacji | 0 | 0.6 |

Droga narzędzia i program sterowania numerycznego dla metody OptiThreading™ zostały wygenerowane przy użyciu oprogramowania sieciowego CoroPlus® Tool Path.
Dowiedz się więcej o programowaniu dla metody OptiThreading™ i zarejestruj się na 30-dniowy darmowy okres próbny.
„Zmniejszyliśmy liczbę wytwarzanych przedmiotów przypadających na jedną płytkę, ale zyskaliśmy doskonałą kontrolę spływu wiórów, co w tym przypadku znaczy dla nas znacznie więcej. Ponieważ nie trzeba monitorować procesu obróbki, nasi operatorzy mogli skupić się na innych zadaniach”.
- Producent podzespołów dla przemysłu motoryzacyjnego
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347