
CoroThread® 266
Bardzo sztywne narzędzie do zewnętrznego i wewnętrznego toczenia gwintów
Typ płytki
Do toczenia gwintów należy dobrać płytkę odpowiednią do danego zastosowania.
Znajdź właściwą płytkę
Kąty przyłożenia płytki
Do zapewnienia precyzji i dokładności podczas toczenia gwintów konieczne jest dobranie bocznego i promieniowego kąta przyłożenia.
Dowiedz się więcej
Poradnik zastosowań obróbki gwintów
Pobierz Poradnik zastosowań obróbki gwintów zawierający informacje o toczeniu gwintów.
Przejdź do poradnika

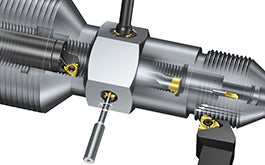
Złącze chłodziwa na oprawkach QS™
Istnieją trzy sposoby podłączania chłodziwa: wykorzystując adapter (pierwszy wybór), stosując podłączenie rurką od tyłu lub podłączenie rurką od tyłu przez ogranicznik QS.

Wskazówki dotyczące zastosowań

How to achieve good thread quality
Use these helpful tips to succeed in your thread turning operations.

Troubleshooting
There are many types of insert wear. By paying close attention to the cutting edge after machining, tool life and thread quality can be further optimized.
Zalecenia
Znajdź właściwą płytkę podporową
Skorzystaj z poniższej tabeli, aby znaleźć właściwą płytkę podporową dla swojej oprawki CoroThread 266 w zależności od podziałki, wielkości płytki i kąta pochylenia.
| Zakres skoków | Wielkość płytki | Kąt pochylenia, λ | Płytki podporowe | ||
| mm (TPI) | mm | cale | Dla prawego zewnętrznego narzędzia / Dla lewego wewnętrznego narzędzia | Dla lewego zewnętrznego narzędzia / Dla prawego wewnętrznego narzędzia | |
| 0.5-3.0 (32-6) | 16 | 3/8 | -2o | 5322 389-22 | 5322 390-22 |
| -1o | 5322 389-21 | 5322 390-21 | |||
| 0o | 5322 389-10 | 5322 390-10 | |||
| 1o | 5322 389-111) | 5322 390-111) | |||
| 2o | 5322 389-12 | 5322 390-12 | |||
| 3o | 5322 389-13 | 5322 390-13 | |||
| 4o | 5322 389-14 | 5322 390-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | -2o | 5322 379-22 | 5322 380-22 |
| -1o | 5322 379-21 | 5322 380-21 | |||
| 0o | 5322 379-10 | 5322 380-10 | |||
| 1o | 5322 379-111) | 5322 380-111) | |||
| 2o | 5322 379-12 | 5322 380-12 | |||
| 3o | 5322 379-13 | 5322 380-13 | |||
| 4o | 5322 379-14 | 5322 380-14 | |||
| 8.0 (5-3) | 27 | 5/8 | 0o | 5322 387-10 | 5322 388-10 |
| 1o | 5322 387-111) | 5322 388-111) | |||
| 2o | 5322 387-12 | 5322 388-12 | |||
| 3o | 5322 387-13 | 5322 388-13 | |||
| 4o | 5322 387-14 | 5322 388-14 | |||
| Zakres skoków | Wielkość płytki | Kąt pochylenia | Płytki podporowe do oprawek 266R/LFA | ||
| mm | mm | cale | Dla prawego zewnętrznego narzędzia | Dla lewego zewnętrznego narzędzia | |
| 0.5-3.0 | 16 | 3/8 | -2o | 5322 391-22 | 5322 392-22 |
| -1o | 5322 391-21 | 5322 392-21 | |||
| 0o | 5322 391-10 | 5322 392-10 | |||
| 1o | 5322 391-111) | 5322 392-111) | |||
| 2o | 5322 391-12 | 5322 392-12 | |||
| 3o | 5322 391-13 | 5322 392-13 | |||
| 4o | 5322 391-14 | 5322 392-14 | |||
| 2.5-7.0 (11.5-4) | 22 | 1/2 | 0o | 5322 393-10 | 5322 394-10 |
| 1o | 5322 393-111) | 5322 394-111) | |||
| 2o | 5322 393-12 | 5322 394-12 | |||
| 3o | 5322 393-13 | 5322 394-13 | |||
| 4o | 5322 393-14 | 5322 394-14 | |||
1) Dostarczane z narzędziem
Uwaga: Ostatnie dwie cyfry w kodzie płytki podporowej oznaczają + lub – i skuteczny kąt pochylenia po zamocowaniu płytki w oprawce, np. 5322 379-11 = kąt +1o i 5322 379-21 = kąt -1o.
W sekcji Wiedza znajdziesz więcej informacji o tym, jak wybrać płytki i płytki podporowe do toczenia gwintów.
Parametry skrawania
Aby uzyskać więcej informacji na temat parametrów skrawania, patrz katalog Narzędzia tokarskie.
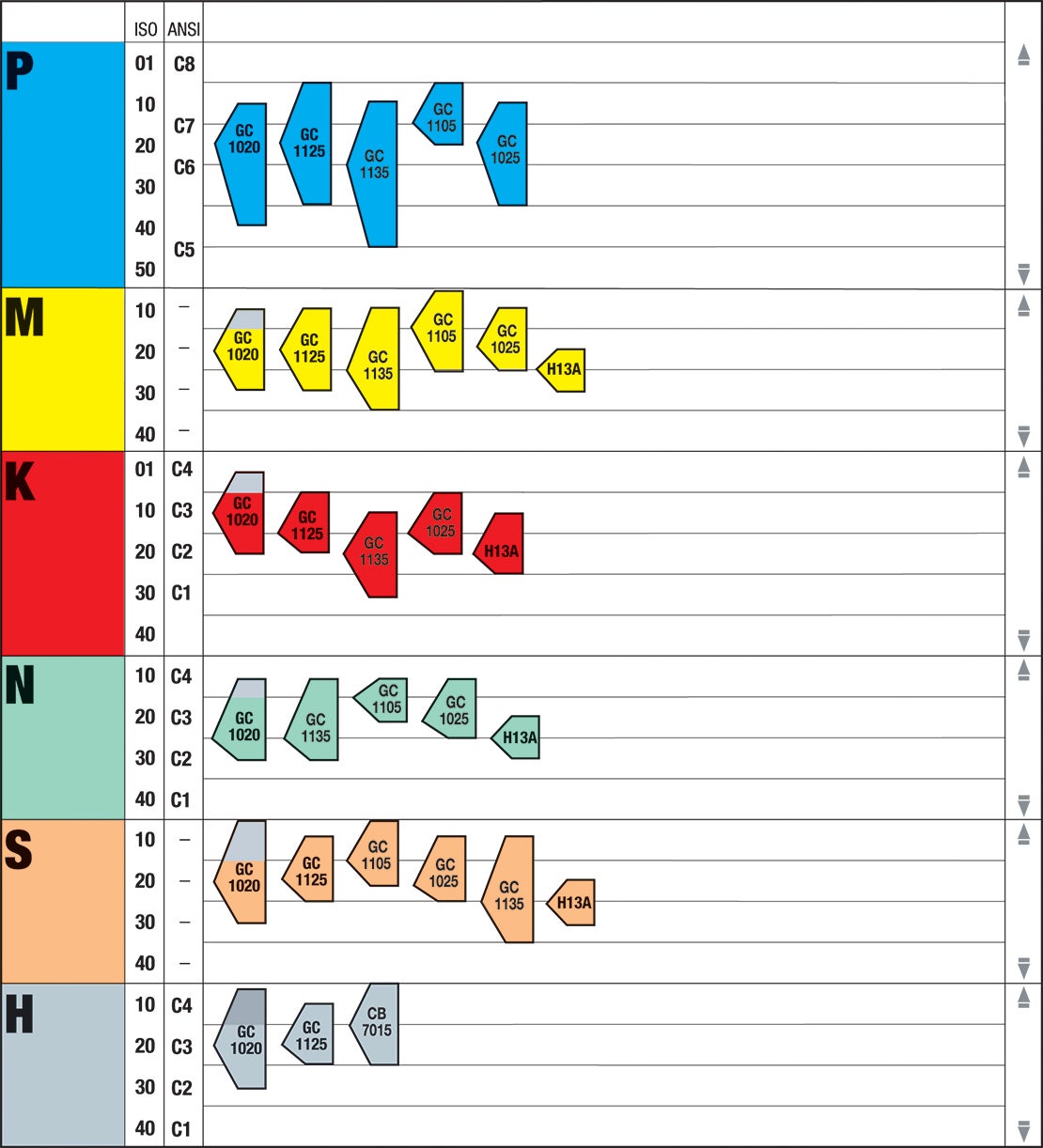
Geometria płytki
| ISO | Numer MC | Numer CMC | Geometrie | ||
| A | F | C | |||
| P | P1.1.Z.AN | 01.1 |

|

|

|
| P2.1.Z.AN | 02.1 |
|
|
| |
| P2.5.Z.HT | 02.2 |
|
|
| |
| P3.1.Z.HT | 03.21 | ||||
| M | M5.0.Z.AN | 05.11 |
|
|
|
| M1.0.Z.AQ | 05.21 |
|
|
| |
| M3.1.Z.AQ | 05.51 |
|
|
| |
| K | K1.1.C.NS | 07.2 |
|
| |
| K2.2.C.UT | 08.2 |
|
| ||
| K3.1.C.UT | 09.1 |
|
| ||
| N | N1.2.Z.UT | 30.11 |
|
|
|
| N3.2.C.UT | 33.2 |
|
|
| |
| S | S1.0.U.AN | 20.11 |
|
| |
| S2.0.Z.AG | 20.22 |
|
| ||
| S4.2.Z.AN | 23.21 |
|
| ||
Do materiałów z grupy ISO-H stosować płytkę z CBN w gatunku CB7015
= Pierwszy wybór
= Drugi wybór
= Alternatywny wybór
Gatunki płytek
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347