
CoroTap® 400
CoroTap 400 to gwintowygniatak do szybkościowej i bezwiórowej obróbki gwintów, nadający się zarówno do otworów przelotowych, jak i nieprzelotowych w stali, stali nierdzewnej, aluminium i superstopach żaroodpornych. Wszechstronne oraz zoptymalizowane pod kątem obróbki określonych materiałów gwintowygniataki dostępne są zarówno z rowkami olejowymi, jak i bez nich, w asortymencie średnic, gatunków, pokryć i zarysów gwintów nadającym się do szerokiego zakresu zastosowań.
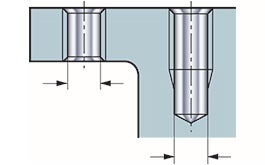
Otwór
Do podstawowego obliczenia wielkości otworu należy stosować odpowiednie wzory dla gwintowygniataków.
D = średnica otworu (mm, cale)
TD = nominalna średnica gwintu (mm, cale)
TP = skok gwintu (mm, cale)

Podzespół
Analizując warunki wstępne obróbki wiertarskiej, należy zwrócić uwagę na materiał, z którego jest wykonany obrabiany przedmiot, kształt przedmiotu i wielkość partii.

Obrabiarka
Wpływ obrabiarki: Zawsze należy uwzględnić:

Systemy mocowania
Aby zapewnić optymalne bezpieczeństwo przebiegu obróbki i precyzję gwintowania, doskonałym rozwiązaniem jest zastosowanie do gwintowygniataka CoroTap 400 oprawki CoroChuck™ 970. Możliwość użycia w obrabiarkach numerycznych do gwintowania synchronicznego.Dowiedz się więcej

Wskazówki dotyczące zastosowań

Wybór właściwego gwintownika
Przy wyborze właściwego gwintownika należy brać pod uwagę rodzaj obrabianego materiału i parametry otworu.

Chłodziwo
Chłodziwo ma kluczowe znaczenie dla odpowiedniego przebiegu gwintowania. Sposób podawania chłodziwa wpływa na przebieg odprowadzania wiórów, jakość gwintu i trwałość narzędzia.

Kluczowe czynniki sukcesu podczas gwintowania
Aby zapewnić odpowiedni przebieg gwintowania i dobrą jakość gotowego przedmiotu, należy postępować według przedstawionych tu kroków.
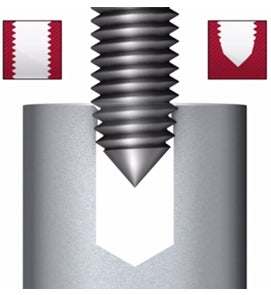
Typ nakroju gwintownka
Wybór najbardziej odpowiedniego typu nakroju gwintownika dla danego zastosowania zależy od rodzaju gwintowanego otworu. Dostępne są trzy typy nakroju: B, C i E.

Warunki i zakres zastosowań gwintowygniataka CoroTap 400
- Do stali, stali nierdzewnej i aluminium
- Może być stosowany do wszystkich rodzajów otworów
- Do głębokości 3.5 x średnic gwintu
- Bezwiórowa obróbka gwintu
- Lepsza wytrzymałość gwintu w niektórych materiałach, np. w aluminium
Dlaczego warto stosować gwintowygniatak?
- Szybszy niż gwintownik
- Często charakteryzuje się większą trwałością
- Jedno narzędzie zarówno do otworów przelotowych, jak i do nieprzelotowych
- Stabilna konstrukcja = mniejsze ryzyko złamania narzędzia
- Brak wiórów
- Szybka wymiana narzędzia
- Bardziej wytrzymały gwint dzięki utwardzaniu materiału podczas obróbki w niskiej temperaturze
- Wysoka jakość powierzchni gwintu
Zalecenie
Ciecz obróbkowa/emulsja
W zależności od zastosowania istnieje kilka rodzajów cieczy obróbkowych:- Na bazie oleju mineralnego
- Chłodziwo syntetyczne
- Chłodziwo półsyntetyczne
- Na bazie oleju roślinnego
- Czysty olej
Zawsze należy pamiętać, jakiego typu ciecz obróbkowa jest stosowana w obrabiarce oraz jaką zawartość oleju zastosować.
Dowiedz się więcej
Użyteczne aplikacje


Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347